�� JIT������ʽ���Խ��ͳɱ�Ϊ����Ŀ�ģ�������ϵͳ�ĸ�������ȫ��չ����һ��ʹ������Ч���е�����������ʽ��JIT�ֲ����� �����������ߣ����������������Ӹ������������������Ҫ���á�
�����������Դ

ʱ��������ʽ���ձ�����������˾���ȴ�����һ�ֶ����� ɫ���ִ���������ʽ���������ǶԱ���IJ�Ʒ���ڱ����ʱ�� ֻ����������������Լ��ٿ�棬����ʽ���ת�ʣ����ͳɱ���
���������ʵ��ʱ��������ʽ���е�һ���ֶΡ��������� �����̽�������ƣ���Ϊһ�ֳ������������̺����ԡ���Ч�� ������Ե������������������������ڶ����ҵ��Ӧ�á� ���� 20���� 80���������һЩ��ҵ����ģ�´��ݿ��壬 δ����Ч�����ֽ�һЩ��ҵ�㿴�����ʱ���ְѱ�¶���������� ����Ϊ�ǿ����ԭ����ʵ����û���������⿴���˼�룬δ�� ���䷽������ʵ�ϣ�������һ��ָ�һ��ƾ֤��һ����Ϣ��Ҫ ʵ��ʱ���������ڽ����ͬʱ��Ҫ�Կ����������ϵͳ�Ե��� ������Ա���ҵ�ص㣬�����ʺϵĿ������ϵͳ��
�������������“Kanban����”����������“����”�� ����Х���������ƴд��Kanban��ԭ������Ʊ�������Ƿ� ������ģʽ�е���Ҫ���ָΪ�˴ﵽʱ������ʽ��JIT�� �����ֳ��������̵Ĺ��ߡ�ʱ������ʽ�е���ʽ��Pull�� ����ϵͳ����ʹ��Ϣ���������̣�����϶������̶�װ���� ���ȷ�ʽ����ʹ���������е���������˳����
���������������ͬһ���������ǰ����֮������� ���� ��Ϣ���Ĵ��ݡ�JIT��һ������ʽ�Ĺ�����ʽ������Ҫ �����һ������ͨ����Ϣ������һ��������Ϣ�����ִ� ����Ϣ��������ǿ��塣û�п��壬JIT�������еġ��� �ˣ�JIT������ʽ��ʱҲ����������������ʽ��
һ����������ĸ���
�������������������ͬһ���������ǰ����֮�������������Ϣ���Ĵ��ݡ�JIT��һ������ʽ�Ĺ�����ʽ������Ҫ�����һ������ͨ����Ϣ������һ��������Ϣ�����ִ�����Ϣ��������ǿ��塣û�п��壬JIT�������еġ���ˣ�JIT������ʽ��ʱҲ����������������ʽ��JIT����
������ͼ1��ʾ��һ���������ƻ�ȷ���Ժͻ���������������´�����ָ�Ȼ��ÿһ��������������ǰ��ĸ��������´�����ָ��������ֿ�������š��ɹ������´���Ӧ��ָ���Щ����ָ��Ĵ��ݶ���ͨ����������ɵġ�
����������MRP�Ĺ�ϵ
����������Ϣ�����ķ��ٷ�չ����ǰ�Ŀ��巽ʽ���ֳ���������ȡ�������ơ�������Ϊ���е�MRPϵͳ���ǽ�JIT����֮��Ŀ����õ��������棬ÿһ������֮�䶼����������ָ����´����֮�����Ϣ��ͨ��ͨ����������ɡ�
����Ŀǰ�����кܶ���ҵ��������MRP����������óɹ���ȴ���٣����е���Ҫԭ�������ҵ��û��ʵ��JIT������¾�ֱ������MRP��ʵ���ϣ�MRPֻ������һ�ֽ��ڶิ�ӵ��ֹ��������Ի�����������Ȼ�ܹ�����������Ч�ʣ����Dz����ܴ���JIT�������һЩ����ͷ�������ˣ�MRP������һ�����ߣ����뽨��������JIT�Ļ���֮�ϡ������ҵû������JIT��ȥֱ��ʹ��MRP����ֻ�� �˷�ʱ��ͽ�Ǯ�� 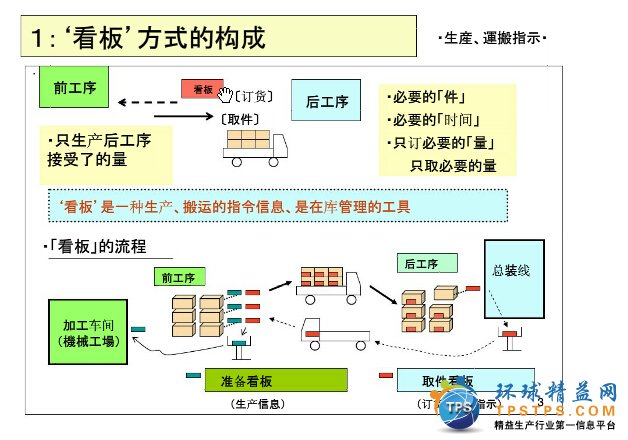
��������Ļ���
������������Ƿ���������˾��20����50����ӳ����г������л����еõ���ʾ����Ϊһ������������ָ��Ĵ��ݹ��߶�����������ġ�������50��ķ�չ�����ƣ�Ŀǰ�Ѿ��ںܶ�涼��������Ҫ�Ļ��ܡ�
1.������������ָ��
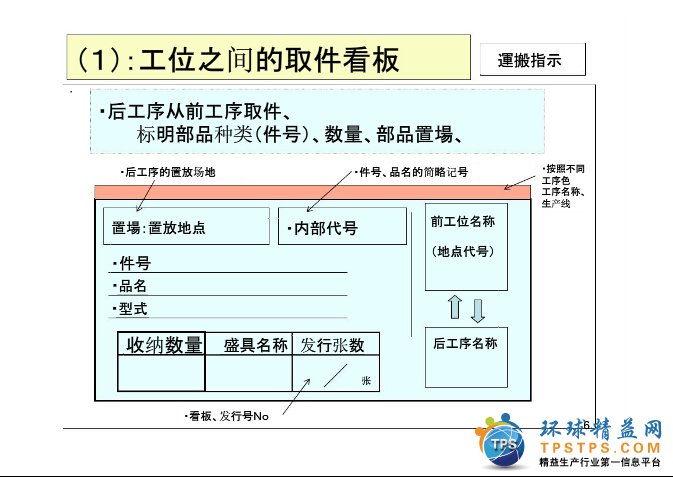
����������������ָ���ǿ���������Ļ��ܡ���˾�ܲ������������������г�Ԥ�⼰�������ƶ�������ָ��ֻ�´ﵽ��װ���ߣ�����ǰ��������������ݿ��������С������м��������������͵�������ʱ�䡢Ŀ�ĵء����ó��������˹��ߵ���Ϣ����װ�乤�������ǰ�����ݡ�
������װ���߽���ʹ�õ��㲿���������Ŀ���ȡ�£��Դ���ȥǰһ��������ȡ��ǰ������ֻ��������Щ���������ߵ�����“������ȡ”��“��ʱ��������”����ͨ����Щ������ʵ�ֵġ���
����2. ��ֹ����������������
����������밴�ռȶ������ù�����ʹ�á����еĹ���֮һ�ǣ�“û�п��岻��������Ҳ�������͡�”������һ�����������û�п��壬�ͼȲ�����������Ҳ���������ͣ������������٣���������Ҳ��Ӧ���١����ڿ�������ʾ��ֻ�DZ�Ҫ������������ÿ����ܹ������Զ���ֹ�����������������͡�
����3. ����“Ŀ�ӹ���”�Ĺ���
�����������һ�����ù�����“������븽��ʵ���ϴ��”��“ǰ�����տ���ȡ�µ�˳���������”��������һ������ҵ�ֳ��Ĺ�����Ա������������˳���ܹ�һĿ��Ȼ������������ֻҪͨ����������ʾ����Ϣ���Ϳ�֪���������ҵ��չ������������������������������������Լ���Ա����������ȡ�
����4. ���ƵĹ���
��������ĸ��ƹ�����Ҫͨ�����ٿ����������ʵ�֡����������ļ�����ζ�Ź���� ����Ʒ������ļ��١��������Ʒ�����ϸߣ���ʹ�豸���ֹ��ϡ�������Ʒ��Ŀ���ӣ�Ҳ����Ӱ�쵽��������������������ڸ����⡣��JIT������ʽ�У�ͨ�����ϼ�����������������Ʒ��棬��ʹ���������ⲻ���ܱ����ӡ�����ͨ�����ƻ������������⣬��ʹ�����ߵ�“����”�õ��˼�ǿ��
�ġ��������������ʹ�ù���
����������JIT������ʽ�ж�����ɫ�Ĺ������ߣ�����IJ��������ϸ���Ϲ淶������ͻ�������ʽ�������̶����Ӧ�е�Ч����
�����ؽ����������������Ӧ��ע����������ʹ��ԭ��
��û�п��岻������Ҳ���ܰ��ˣ�
�ڿ���ֻ�����Ժ���
��ǰ����ֻ������ȡ�ߵIJ��֣�
��ǰ�����յ������˳�����������
�ݿ�������ʵ��һ��
���Ѳ���Ʒ��������
�塢�����������
��һ�������ο������
�����ο�����ҪΪ“ 5S”����������������Ҫ��ʾ������Ʒ�����ƣ����Ʒ���� ���Ʒ����ԭ�������ȣ�������ͳһ�������ֳ����ֺõ������ڵĹ̶�λ�á�
�������豸�������
�豸�����ճ�����豸��Ҳ���ڲ�Ӱ����������������ҵ������·������豸�ܱߺ��ʵ�λ�á��豸��������ݰ����豸�Ļ������������������첿λʾ��ͼ����Ҫ���ϴ���������ְ������ݡ�
������Ʒ�ʿ������
Ʒ�ʿ������Ҫ�����������ֳ�ÿ�ա�ÿ�ܡ�ÿ�µ�Ʒ��״��������Ʒ������ͼ��Ʒ���¹ʵļ�����˵����Ա���ļ���״�������ŷ���ȡ�
���ģ����������������
����������������ݰ�����ҵ�ƻ����ƻ�������ʡ�������ҵ���ȡ��豸������ά��״�����������֯�ṹ�����ݡ�
���壩��������������
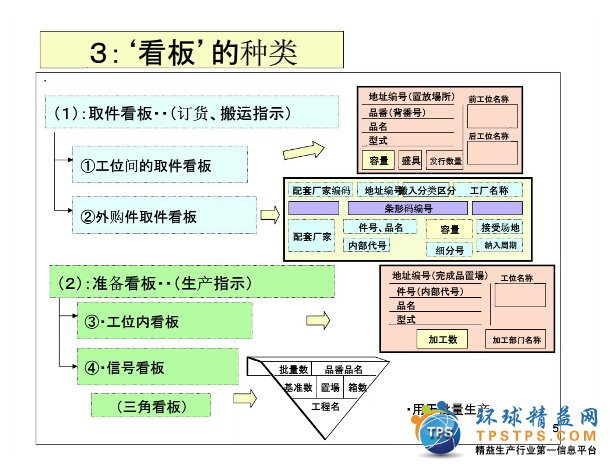
�������������Ҫָ�������ڹ���֮��ʹ�õĿ��壬��ȡ�Ͽ��塢���Ͽ��塢��������ȡ�
1��ȡ�Ͽ��壺��Ҫλ�ڳ���ĸ�����֮�䣬��������Ҫ����������š��������ơ���������ߡ�����ʱ�䡢�������깤ʱ�䡢��ȡ�
2������״���������壺��Ҫλ���������䣬��������Ҫ����������š�С�����ơ���Ʒ������ڡ��������ڡ��ջ��ͻ������ݡ�
(��)����Ʒ��������������ٹ����ڿ��壻���źſ��壨���غ���������������Ͷ��������������������������������ȡ���壨Withdrawal Card���������ٹ���俴�壻�ڶ��ⶩ�����壨���غ�������Ӧ����֮ǰ������ȡ�����������������������
�����ɻ�������ԭ��www.tpstps.com
�����������������
��������ı���������Ҫ��ʱ�䣬����Ҫ�����������㲿����������ָ���һ����Ϣý���壬��ʵ����һ���ܵ���ʽ�����Ƕ��ֶ����ġ����������Ϸ�Ϊ�����ࣺ���Ϳ��塢�����������ʱ���壬��ͼ2��ʾ�����⣬�ڲ�����ҵ(��Tencent)��������Ϊһ��רҵ�ʻ㣬Ҳ���������壬���屻��Ϊ�Ǹ���"����"��"����"��"����ͼ��"��ͳ�ơ�
����1. �����ڿ������
�����ڿ�����ָij������мӹ�ʱ���õĿ��塣���ֿ�������װ�����Լ���ʹ�������ֲ�ƷҲ����Ҫʵ���Ե���ҵ����ʱ�䣨��ҵ����ʱ��ӽ����㣩�Ĺ���������ӹ�����ȡ����͵Ĺ����ڿ������1��ʾ��
����2. �źſ������
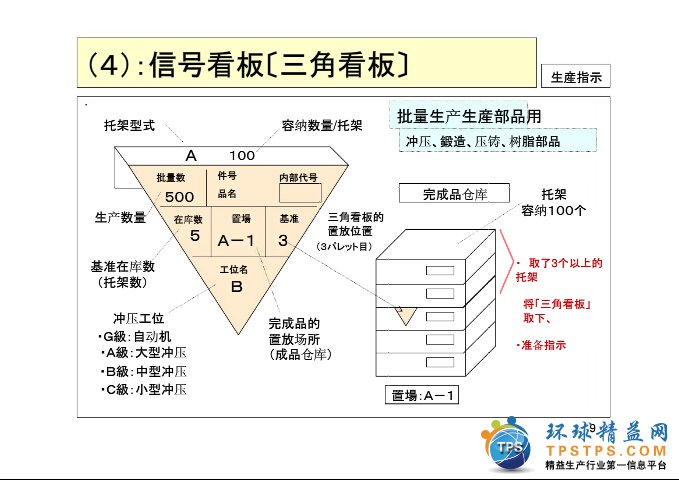
�����źſ������ڲ��ò����г��������Ĺ���֮����ʹ�õĿ��塣������֬���ι���ģ����ȡ��źſ�����ڳ����������IJ�Ʒ�ϣ���������Ʒ���������ٵ�����ʱժ�¿��壬�ͻص���������Ȼ���������ÿ����ָʾ��ʼ���������⣬���㲿�������������Ҳ�������źſ���������ָʾ���͡�
����3. ����俴�����
��������俴����ָ�����ڲ�����ǰ������ȡ������㲿��ʱ��ʹ�õĿ��塣��2Ϊ���͵Ĺ���俴�壬ǰ����Ϊ����1���ߣ���������װ2��������Ҫ���Ǻ���Ϊ��232��60857���㲿�������ݿ���Ϳɵ�ǰһ��������ȡ��
����4. ���������
������Э����������ⲿ��Э��������ʹ�õĿ��塣���ⶩ�������ϱ�����ؽ�����λ�����ƺͽ���ʱ�䡢ÿ�ν�������������Ϣ����Э�����빤��俴�����ƣ�ֻ�� “ǰ����”�����ڲ��Ĺ�����ǹ�Ӧ�̣�ͨ����Э����ķ�ʽ�������һ������������ǰ������ֱ����Ӧ�̡���ˣ���ʱ����ҵ��Ҫ��Ӧ��Ҳ����JIT������ʽ��
����5. ��ʱ�������
������ʱ�������ڽ����豸��ȫ���豸��������ʱ�������Ҫ�Ӱ�������ʱ����ʹ�õĿ��塣����������Ŀ��岻ͬ���ǣ���ʱ������Ҫ��Ϊ����ɷǼƻ��ڵ��������豸ά���������������ԱȽϴ�
�ߡ�����ʹ��ʵ��
��1�����������ʹ�÷���
��������������������࣬��������ʹ�÷���Ҳ������ͬ����������ܵ��ƶ������ʹ�÷��������������������У����Ǵӿ����ʹ�÷����Ͽ��Խ�һ�����JIT������ʽ�Ķ����ԡ���ͼ3��ʾ����ʹ�ÿ���ʱ��ÿһ�����Ϳ���ֻ��Ӧһ���㲿����ÿ���㲿�����Ǵ���ڹ涨�ġ���Ӧ�������ڡ���ˣ�ÿ�����Ϳ����Ӧ������Ҳ��һ���ġ�
����1�������ڿ��������ʹ�÷���
���������ڿ����ʹ�÷���������Ҫ��һ���ǿ��������ʵ������Ʒһ���ƶ�����������ȡ�м�Ʒʱժ�¹��ڲ�Ʒ�ϵĹ����ڿ��壬Ȼ�������ȡ�õĹ���俴�塣�ù���Ȼ���տ��屻ժ�µ�˳���Լ���Щ��������ʾ�������������������ժ�µĿ���������Ϊ�㣬��ֹͣ�����������Ȳ�������Ҳ������������Ĵ洢��
����2. �źſ��������ʹ�÷���
�źſ�����ڳ����������IJ�Ʒ���档���������Ʒ���������ٵ�����ʱ��ժ�¿��壬�ͻص���������Ȼ�����������ոÿ����ָʾ��ʼ������û��ժ����˵�������㹻������Ҫ��������
����3. ����俴�������ʹ�÷���
��������俴����ڴ�ǰ�����������㲿���������ϣ������㲿����ʹ�ú�ȡ�¿��壬�ŵ���������ҵ���صĿ���������ڡ�����������еĹ���俴������ʾ����˼��“������ѱ�ʹ�ã��벹��”���ֳ�������Ա��ʱ�����տ��壬�����������ٷ��͵�������Ӧ��ǰ�����Ա���ȡ��Ҫ������㲿����
����4. ��Э�������������ʹ�÷���
������Э���������ժ�ºͻ����빤��俴�������ͬ�������Ժ�Э�����ҷֿ����ȸ�Э���������ͻ�ʱ�����Ǵ���ȥ����Ϊ�ó��´�����������ָʾ������������£�������Ʒ�Ľ������ٽ����ӳ�һ�����ϡ���ˣ���Ҫ�����ӳٵĻ���������Ӧ�Ŀ����������������ܹ���������JIT����ѭ����
-----------------------------------------------------------------------------
�Ķ����ĵ��˻�����Ȥ
(���α༭����������)
|









̸̸���Ը����µĿ�