ժҪ:���쾫�����������ᣬ����3������1��������С�������ܹ����ܽἰ���ܹ����ƻ���2���ɲ������ʦ��������Ҫ����ȣ�3����ҵ���߲���Ҫ�� �ӽ���Ļ㱨������������С����Ա80%û�а��շ���A3�����ʽ��д��ֻ��1�������鳤������A3������д��ͼ2�Ǹ�С
 ���쾫�����������ᣬ����3������1��������С�������ܹ����ܽἰ���ܹ����ƻ���2���ɲ������ʦ��������Ҫ����ȣ�3����ҵ���߲���Ҫ�� �ӽ���Ļ㱨������������С����Ա80%û�а��շ���A3������ʽ��д��ֻ��1�������鳤������A3������д��ͼ2�Ǹ�С�齻�ı��棬�����漰��ҵ��Ϣ����ɾ������  û�а�Ҫ��д�ģ���������⣬�ɲ��������ʦ�ٴθ���ҽ��������д����ôʹ�ã����ҽ���֮���÷���̵�����JI�ķ�ʽ��������2λͬ���Ƿ������ף�������2λͬ�½��������������������˼�� ����JI�����̵������dz����ã��������Ŷ�Ҫ��֮�����̳��1-3λ������1-3λ��Ա���̸��������������˼���������Ա��⣬���������ʱ���Ҷ���ͷ��˵����֪���ˣ�������һ����ġ� �����������ȱ��β�ͣ������ı��ٸ��첲�� ���ᆱ�����ֵ�JI����ʵ�ã�Ҳ��PDCA�Ĺ᳹��ع���֮һ�����ˣ�˵�ˣ����̼�顣 �ع���Щ��Ĺ���������������ѯ��Ŀ���ɲ�����ʦ����ܽ����һЩ�����ϵĻ���
������Զ�ˡ������� �ع����� ����ʦ����˵�ˣ�����Ҫ�����������ͼ���Ʒ�����������ҿ��� ������̿ռ�50%������Ч��10-20%�ķ����� 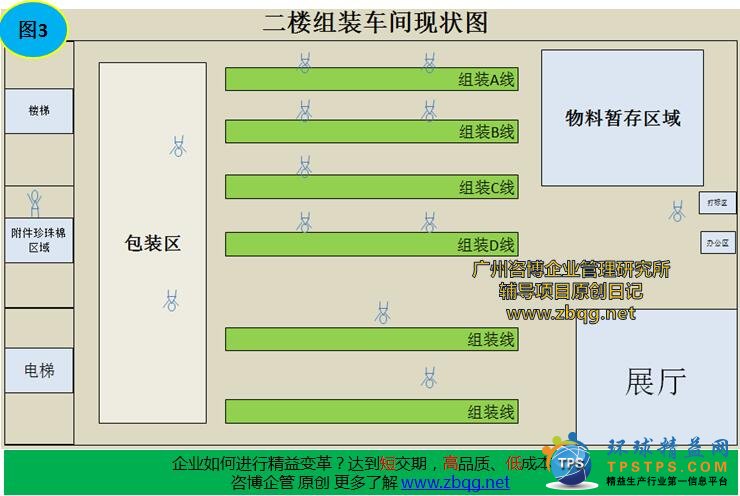 ͼ3 ����״ͼ��6����װ�߰��𣬿����������룬Ա��ƽ��2��1����װ�ߡ� Ȼ���ǰ�װ���������ݴ�������һ�п�����������������֪�������ж����˷��� �뿴��ͼ�� 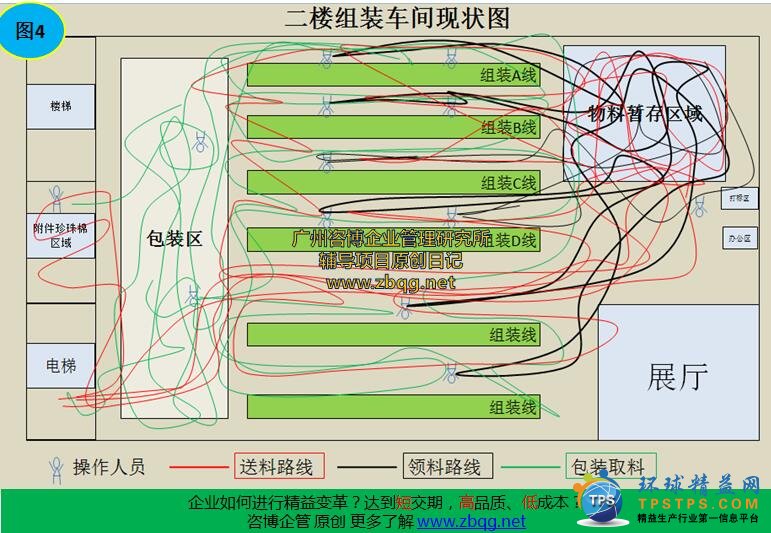 ͼ4 ����ҵ��Ա1����Ĺ�������·�����湤�����������ͼ ��������·������֮���ֳ���һЩ���⣬��һĿ��Ȼ�����ˡ�
�ɲ�����ʦͨ���ֳ��۲���ҵ������2���������������һ�¡� 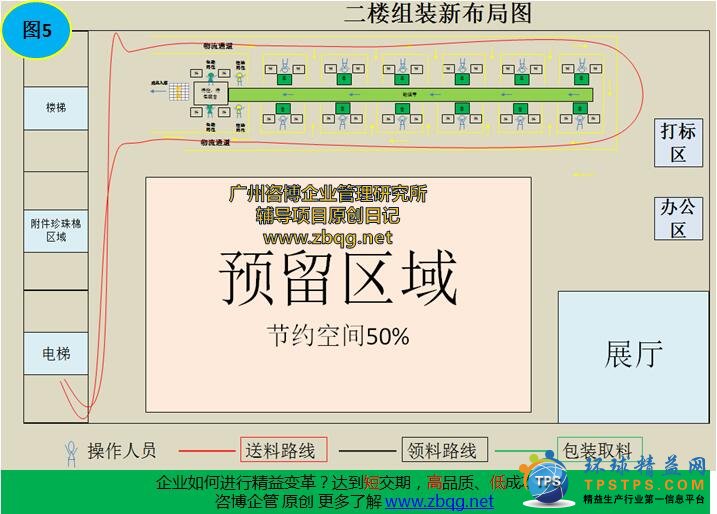 ͼ5 �Ƿ�����
Ҳ������ν����Ԫ��������������Ʒ������Ʒ�ȴ������˷ѣ�����ҵ�ĽǶ�˼����������ٵ�ʱ��Ѳ�Ʒ�����������ͻ������ʱ���յ���ܶ���ҵ�ֳ�����������Ʒ������Ӱ���ֽ��������һ��д���Ʒ�ʷ��գ�
��ҿ�ͼ5�ĺ�ɫ����·���� ���ϰڷ�����̶���������Աֱ���͵���װ��Ա���ߣ���ȥԱ�������ػ�ȥ�����ϵ��Լ�װ��ĸ�λ��ȥ�� ��Ч��������ֹһ���
����Ҫ��װ��Ա�����ػص��һ���װ�ˡ� ����ʦ��ʾ��ѡ����ˮ��Ҫ���ݲ�Ʒ���ȥѡ��Ŀǰ��������ҵ�����������ԡ����Ʒ������п����˾�Ҫ���������ѡ��ˮ��Ҫ�ӱ��ϲ�Ʒ�����ĽǶȶ�˼�� ��Ҳ���о仰�У�Ʒ������Ƴ����ġ���Դͷ���÷����������
���Ƿ����٣�������ʦ��QQ359442876������������һЩ�������ĵط��������Ʒ��װ��֮������ݻ���һ�ξ��룬��Ҳ����Ҫ�����=�����˷��� Ҫ����·�����ȥ��ƣ�ͬʱͼ5�ұߵģ������������칫���������߱Ƚ�Զ�������� ���ݴ����������ʦ������˷����ڣ�����ͼ 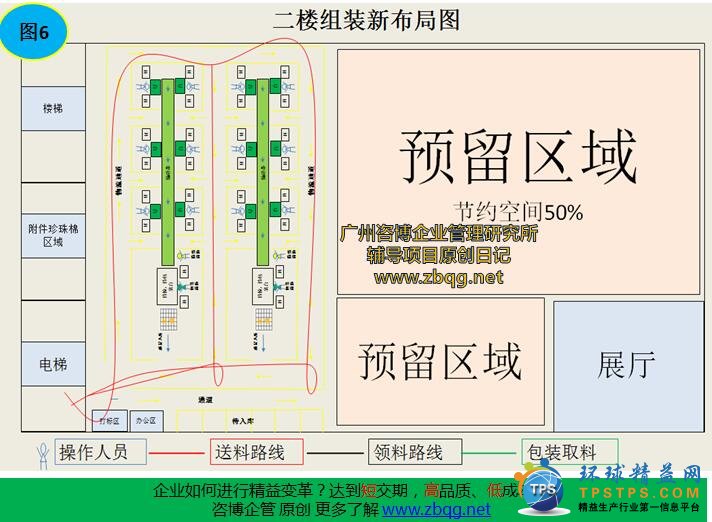 ͼ6 �Ƿ����ڴ�ҿ�����ͼ4��ͼ5��������ʲô�ŵ㣿����ȱ�㣿��ӭ��������Ӵ�� (���α༭��snrxa1209) |
��һ��
(0)
0%
��һ��
(0)
0%
------�ָ���----------------------------


̸̸���Ը����µĿ�