





ժҪ:Ŀ�ӹ�������������ֱ�۶���ɫ�����˵ĸ����Ӿ���֪��Ϣ����֯�ֳ���������ﵽ����Ͷ������ʵ�һ�ֹ����ֶΣ�Ҳ��һ�������Ӿ������й����Ŀ�ѧ������ Ŀ�ӻ��ֳ�Ӧ�� 1��Ŀ�ӹ������ص� �� ���Ӿ��ź���ʾΪ�����ֶΣ���Ҷ��ܹ�һĿ��Ȼ�� �� Ҫ�Թ���
|
Ŀ�ӹ�������������ֱ�۶���ɫ�����˵ĸ����Ӿ���֪��Ϣ����֯�ֳ���������ﵽ����Ͷ������ʵ�һ�ֹ����ֶΣ�Ҳ��һ�������Ӿ������й����Ŀ�ѧ������
1��Ŀ�ӹ������ص� �� ���Ӿ��ź���ʾΪ�����ֶΣ���Ҷ��ܹ�һĿ��Ȼ�� �� Ҫ�Թ������������Ļ���ԭ�����ܵĽ������ߵ�Ҫ�����ͼ�ô�ҿ��ü��������ƶ�������������������ơ� �� �ֳ�����ҵ��Ա����ͨ��Ŀ�ӵķ�ʽ���Լ��Ľ��顢�ɹ�������չʾ���������쵼��ͬ���Լ������ǽ���������� ����˵Ŀ�ӹ�����һ���Թ��������Ӿ���ʾΪ�����Ĺ�����ʽ��Ҳ�ɳ�Ϊ���ü��Ĺ�������һĿ��Ȼ�Ĺ��������ֹ����ķ�ʽ���Թᴩ�ڸ��ֹ����������С� 2��Ŀ�ӹ�����Ŀ�� ���Ӿ��ź�Ϊ�����ֶΣ��Թ�����Ϊ����ԭ�����ܵؽ������ߵ�Ҫ�����ͼ�ô�Ҷ����ü��������ƶ����ü��Ĺ������������������ҿ��ơ� 3��Ŀ�ӹ�������� ������ʾ��ɫ�� l��ɫ: ��ʾ��ֹ��ֹͣ��������Σ�գ� l��ɫ: ��ʾע��;��棻 l��ɫ: ��ʾָ��ͱ������صĹ涨�� l��ɫ: ��ʾͨ��,��ȫ�� l�ƺ�����: ��ʾ���ر�ע�⡣
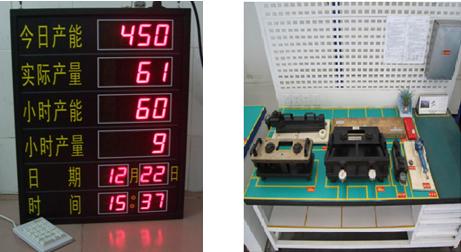
��ʾ��ɫ���ֳ���Ӧ�� �ź��� ���ƣ�������5S�е��������������Ļ�����㣬���������ճ�������зDZ���Ʒ�� ��Ŀ������ ʹ�õ���Ʒ���ó����Ȼ���״���ı�ʾ�塣���ľ���λ���������ʲô���������٣�˭��������˵��˭�������ȵ���Ҫ����Ŀ������һ�������ס���Ϊ5S���ƶ�����ǿ����������������������ΪĿ�ӹ�����һ���Ⱦ�����������������������ҵ�� ���źŵƻ����쳣�źŵ� �������ֳ�����һ�ߵĹ�����Ա������ʱ֪������ҵԱ������Ƿ��������ؿ������Ƿ���������ҵ���źŵ��ǹ����ڷ����쳣ʱ������֪ͨ������Ա�Ĺ��ߡ����� �Ʋ�������ͼ ��������ͼ�������������������ص����ҵ˳��ļ���ָʾ�飬Ҳ��Ϊ����ͼ������ָ��������ҵ����һ��ij����ڣ��ر��ǹ���Ƚϸ��ӵij��䣬������������һ��Ҫ�и���������ͼ��ԭ���Ͻ�����һ�����̿�����ǩ�գ��ڶ�����������ǵ��ϣ����������������ת��������ת�ƣ���ͽв�������ͼ�� �����Ѱ� ���Ѱ壬���ڷ�ֹ��©���������˵ı��ԣ������ܶž���ֻ��ͨ��һЩ���������ķ���������ȵؾ���������©�������������еij����ڵĽ����ڴ�����һ����ӣ������ж��ٲ�ƷҪ�ں�ʱ�͵��δ�������ʲô��Ʒһ��Ҫ�ں�ʱ������ϡ��������쵼���Ӳ죬������������һ��ʲô��飬����ijij�쵼���Ӳ졣��Щ��ͳ��Ϊ���Ѱ塣һ����˵���������ʾʱ�䣬�����ʾ���ڣ������ʱ����ͨ��Ϊһ��Сʱ��һ����8��Сʱ�����֣�ÿһСʱ������ÿһ��ʱ��μ�¼���������������Ǵ�Ʒ�����������ҵ���Լ���¼�����Ѱ�һ����ͳ��һ�Σ���ÿ���µ��������ܽᣬ���ϸ��½��бȽϣ����Ƿ��н�������ȷ���¸��µ�Ŀ¼���������Ѱ����һ�����á� �������� �����߾��Ƕ����Ʒ���õij�����ͨ��������������������������Ҫ�������������٣��쳣ԭ��ͣ�߹��ϵȣ��������������� �ɾ�ʾ�� ��ʾ�ߣ������ڲֿ��������Ʒ���ô�������ʾ������С�������Ϳ�ڵ����ϵIJ�ɫ���ߣ�����������ս�С� �������������� ���������������ǽ�ʾ�����ߵ�����״�������ȵı�ʾ�壬��������ʵ�����豸�����ʡ��쳣ԭ��ͣ�ߡ����ϣ��ȣ��������������� |

- ��һƪ��5S�ƽ������취
- ��һƪ��û����



̸̸���Ը����µĿ�