





ժҪ:����Ƶ������dz����JIT����ģʽ���⡿ ��Ƶ��Դ����ʤ�ֳ� JIT-����������˼�롢����Ŀ�� ʱ������ʽ��Just In Time���JIT�������ձ�����������˾��20����60���ʵ�е�һ��������ʽ��1973���Ժ����ַ�ʽ�Է��﹫˾�ɹ���һ����ԴΣ������ͻ�������ã�
|
����Ƶ������dz����JIT����ģʽ���⡿
��Ƶ��Դ����ʤ�ֳ� JIT-����������˼�롢����Ŀ��ʱ������ʽ��Just In Time���JIT�������ձ�����������˾��20����60���ʵ�е�һ��������ʽ��1973���Ժ����ַ�ʽ�Է��﹫˾�ɹ���һ����ԴΣ������ͻ�������ã���������������������ҵ�����ӣ�������ŷ��������������ҵ��������ҵ�����п�����������һ��ʽ��Դ���ձ���������������ͨ��ʽһ��������ҵ��Ϊ���ձ���ģʽ�������У��ձ���������ͨ��ҵ������ģʽ��ŷ����������������ҪӰ�죬��������JIT������Ϊһ��������ʽ��Ҳ��Ϊһ��ͨ�ù���ģʽ���������������������õ����С� ��20���ͺ���ڣ����������г�������һ���г�������������½Σ����Ҷ�������Ҫ��ҲԽ��Խ�ߣ���֮������ҵ������¿��⼴�ǣ������Ч����֯��Ʒ��С��������������Ļ���������ʣ�������ֻ���豸����Ա���DZ�����õ�һϵ�е��˷ѣ��Ӷ�Ӱ�쵽��ҵ�ľ��������������档��������ʷ�����£�1953�꣬�ձ����﹫˾�ĸ��ܲô�Ұ��һ�ۺ��˵��������������������ص���ŵ㣬������һ���ڶ�Ʒ��С����������������¸������������ĵ�������ʽ��ʱ������JITָ���ǣ�����Ҫ������Ա�Ҫ�������ڱ�Ҫ��ʱ���͵������ߣ�����ֻ������Ҫ�������ֻ������Ҫ��������ֻ��������Ҫ��ʱ���͵�����������Ϊ��Ӧ20����60���������Ҫ��ö����������Ի���������һ��������ϵ��Ϊ��������ϵ�����������ϵ��
һ��JIT����˼�� ��JIT������ʽ������ǰ����������������ҵ�������﹫˾����ȡ����ʽ�ġ��ܶ�Ա������ʽ������һ��ʱ����Ա���豸����ˮ�ߵȴ��������һ��ʱ������һ�˵���ȫ����Ա�ܶ�Ա������������Ʒ�����ַ�ʽ��������������е������������������Կ���ѹ�Ͷ�ȱΪ�������������߲����������߿�����ʹ�������������ģʽ���������ص���Դ�˷ѡ����﹫˾��JIT��ȡ���Ƕ�Ʒ���������������ڵ�������ʽ��ʵ����������棬�Ż����������������˷ѵ�Ŀ�ġ� ʱ������ʽ����˼��ɸ���Ϊ������Ҫ��ʱ����Ҫ������������IJ�Ʒ����Ҳ����ͨ�������ļƻ��Ϳ��Ƽ����Ĺ�������һ����棬����ﵽ��С������ϵͳ��ʱ������ʽ�ĺ�������һ����������ϵͳ����ʹ���ﵽ��С������ϵͳ��Ϊ�˶������˰��������塱�����ڵ�һϵ�о��巽���������γ���һ������ɫ��������Ӫ��ϵ�� JIT������ʽ��ʱ����Ϊ�����㣬���ȱ�¶����������������������˷ѣ�Ȼ����豸����Ա�Ƚ�����̭���������ﵽ���ͳɱ����ƻ�����߿��Ƶ�Ŀ�ġ��������ֳ����Ƽ������棬JIT�Ļ���ԭ��������ȷ��ʱ�䣬������ȷ������������Ʒ����ʱ������������ͳ����������ǰ���������������ͻ�����Ϊ���������ݡ����塱��ǰ������ȡ��������ϵͳ��JIT�����ֳ����Ƽ����ĺ��ģ���JIT�������ǿ�������� ����JITʵ��Ŀ�� JIT������ʽ������ȡ���������Ϊ��ҵ��Ӫ������Ŀ�꣬�������ͳɱ�����Ϊ����Ŀ�ꡣ�ڸ���ʱ�������ͳɱ���Ҫ��������һƷ�ֵĹ�ģ������ʵ�ֵġ������ڶ�Ʒ����С��������������£���һ�������в�ͨ�ġ���ˣ�JIT������ʽ��ͼͨ�������������˷ѡ����ﵽ��һĿ�ꡣ ��ν�˷ѣ���JIT������ʽ����Դ�ط���������˾��������Ϊ��ֻʹ�ɱ����ӵ����������ء���Ҳ����˵����������κθ��Ӽ�ֵ�������ء��κλ���ڲ���û��ֱ�ӵ�Ч��㱻��Ϊ�˷ѡ������У�����Ҫ����������ʣ������棩��������˷ѡ����˵Ķ����p�����������������Ʒ�����¼ӹ��ȶ����������M��ͬʱ����JIT��������ʽ�£����M�IJ���ͨ������Ϊ���ɲ����Ĺ�������ɵġ����磬����ԭ���ϵĴ��ڿ��ܱ������ڹ�Ӧ�̹�����������ɵġ���ˣ�Ϊ���ų���Щ�˷ѣ�����Ӧ�ز�������������������������ҵ�����Լ���֤��������������Ŀ¼�� JIT��Ŀ���dz���������Ч�Ͷ����˷ѣ�����Ҫ�ﵽ����Ŀ�꣺
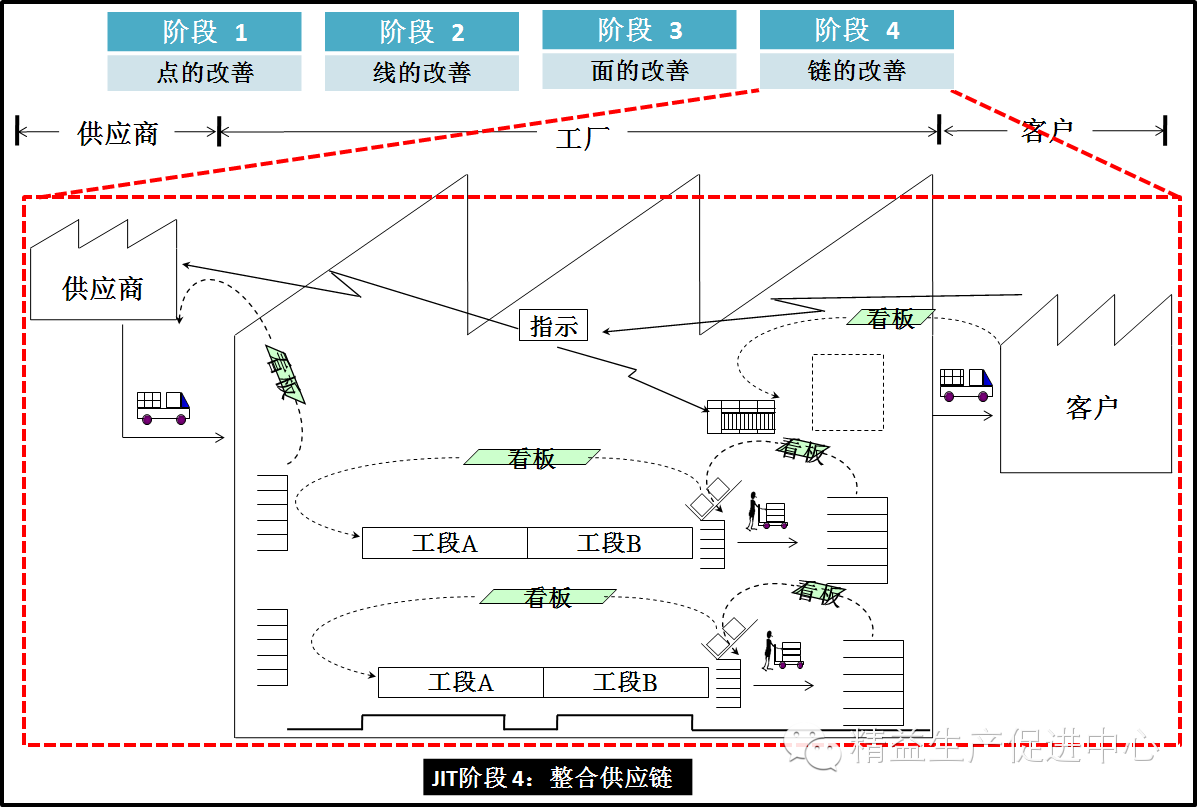
����Ŀ�꣺ ��Ʒ����ͣ�JIT Ҫ������������������ԭ���ڼӹ�������ÿһ����Ҫ��ﵽ���ˮƽ�� ����Ŀ�꣺ �������ͣ�JIT��Ϊ�����������ϵͳ��Ʋ��������������̲�Э������������������֤���� ����������ˣ��������ͣ�����ͽ������Ƿ���ֵ�����������ʹ�����װ������������٣����˴������٣����Խ�Լװ��ʱ�䣬����װ���п��ܳ��ֵ����⣻�����͡���������С�� ʱ��Ŀ�꣺ ��ʱ����̡���ʱ�䳤��������ѡ������ϵ�������ʱ�������㣬���ɱ�Ҳ�����㣬���п��ܲ��ü�С������ ������ǰ����̡��̵�������ǰ����С�������ϵ�ϵͳ��Ӧ������ǿ�����Ժá���Ȼ����ͬĿ���ʵ�־�������������ԡ� JITʵʩ�ֶ��� ��ͼ��ȷ�����ر�ʾ�˷���ʱ��������ʽ����ϵ���죬ͬʱҲ�����˸���ϵ��Ŀ���Լ�ʵ��Ŀ��ĸ��ּ������ֶκͷ����������Ĺ�ϵ��
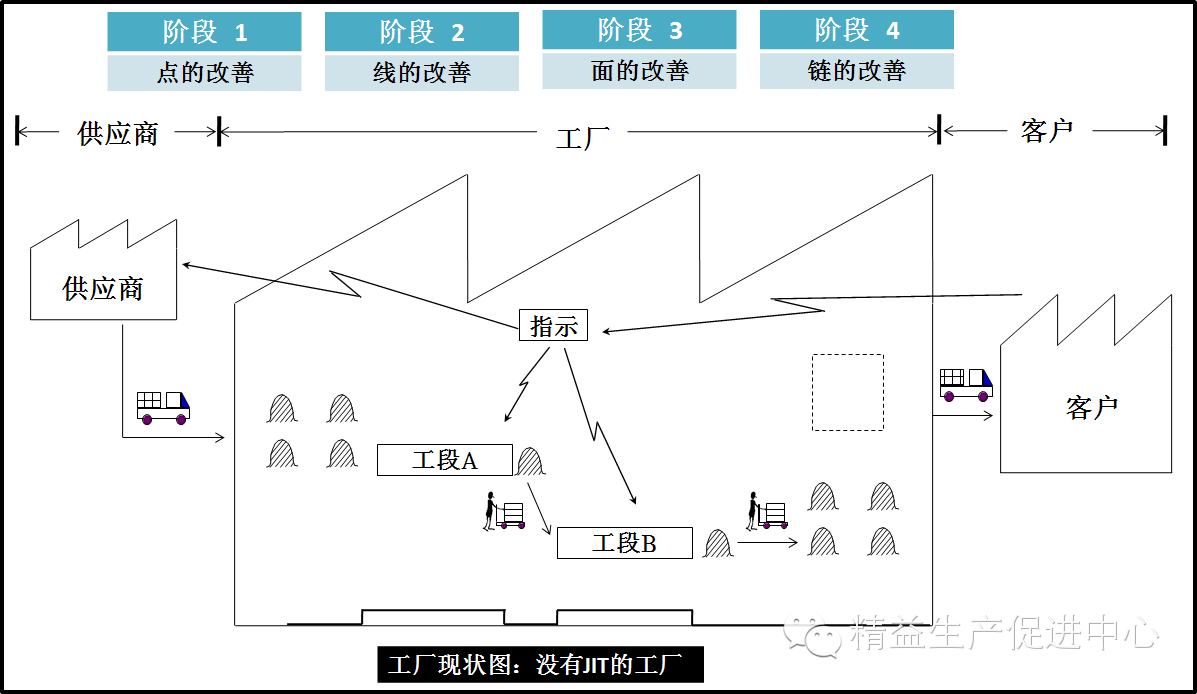
�� �ɼ�JIT��ʵ��Ӧ�ð����˷����ӵ����ݣ���ʵʩ�ֶκ��ߵĽǶ�Ҳ����ҵ��������ʽ�IJ������ͬ������JIT�ĺ���˼�������Ϊ�˴ﵽ���ͳɱ���һ����Ŀ�꣬��Ӧ����������Ŀ���������Ŀ�꣬JIT������ʽ�Ļ����ֶ�Ҳ���Ը���Ϊ���������棺 1���������̻� ��������������Ʒ����Ĺ�������һ������ʼ��ǰ�ƣ�ȷ��ǰ��һ���������𣬲����ε�ǡ�������������̣���������ÿ������������������ʱ���Ⱥ������ſ�����֯�������������������������ֳ���ͣ������ˣ������������������Ϻ����谭�������� ����������Ҫ��ʱ����Ҫ������������IJ�Ʒ����������ҵ��˵�����ֲ�Ʒ�IJ��������ܹ�������Ӧ�г���Ҫ���ı�ȡ�������֪��������ʣ��������Ա���豸�������õ�һϵ�е��˷ѡ�������Щ�˷ѵ��ֶξ���ʵʩ��ʱ����������ֻ���г���Ҫ��ʱ�������г���Ҫ�IJ�Ʒ�� ����Ϊ��ʵ����ʱ����������������Ҫ������������ͬ������������䲻���òֿ⣬ǰһ����ļӹ�������ʹ������ת����һ����ȥ��װ�������е�ӹ�����ƽ�н��С������졢���졢��ѹ�ȱ�����������Ĺ�����ͨ������������ҵ����ʱ����������С����������������ͬ����ͨ����������ȡ�������ķ�����ʵ�֡� ������ֻ����Ҫ��ʱ�䵽ǰ������ȡ����ļӹ�Ʒ��ǰ�����а��ձ���ȡ��������Ʒ�ֽ��������������������칤������һ������װ���߳�Ϊ�����ij����㣬�����ƻ�ֻ�´����װ���ߣ���װ��Ϊ��㣬����Ҫ��ʱ����ǰ������ȡ��Ҫ�ļӹ�Ʒ����ǰ�����ṩ�üӹ�Ʒ��Ϊ�˲������������ߵ�����������ǰ��������ȡ���ϣ������Ѹ�����������������ʵ��ͬ���������� ����������ͬ������������ͨ����ȡ��Ӧ���豸���÷����Լ���Ա���÷�����ʵ�֡������ܲ�ȡͨ���İ��ճ���ϳ���ٵȹ�ҵרҵ������֯��ʽ�������ղ�Ʒ�ӹ�˳���������豸������Ҳ������Ա�����ϵIJ�ͬ����������������ҵ�����������Ͷ������ǽ��ͳɱ���һ����Ҫ���棬�ﵽ��һĿ�ĵķ����ǡ����˻�������ν���˻�����ָ�����������ı䶯�����Ե������������ߵ���ҵ�������Լ������ý��ٵ�������ɽ϶������������Ĺؼ������ܷ������������˵��������ϵ���ҵ��Ա�������������巽����ʵʩ���ص��豸���ã��Ա��ܹ����������ʱ������ҵ�����ٵĹ�ʱ����������������������Ա���������ҵ��Ա�ĽǶ���������ζ�ű���ҵ�е���ҵ���ݡ���Χ����ҵ����Լ���ҵ˳��ȵ�һϵ�б�������Ϊ����Ӧ���ֱ������ҵ��Ա�����Ǿ��ж��ּ��ܵġ������֡��� 2���������⻯ �����������⻯��ʵ����ʱ����������ǰ����������ν�����ľ��⻯����ָ��װ��������ǰ������ȡ�㲿��ʱӦ�����ʹ�ø����㲿�����������ֲ�Ʒ��Ϊ�����ƶ������ƻ�ʱ�ͱ�����Կ��ǣ�Ȼ���������ڲ�Ʒ����˳��ƻ�֮�С�������Σ����⻯ͨ��ר���豸ͨ�û����ƶ�����ҵ��ʵ�֡���νר���豸ͨ�û�����ָͨ����ר���豸������һЩ���оߵķ���ʹ֮�ܹ��ӹ����ֲ�ͬ�IJ�Ʒ������ҵ��ָ����ҵ������һ����ҵ��Ա��Ӧ������һϵ����ҵ���ݱ����� ���������н�һ�ܻ�һ�յ�������������ʱ�����ƽ���������������̶���������֯������������ˮ����ÿ����ҵ�����ϵ�λʱ�������ɶ��ٺ�����ҵ�����˱�������ڻ��ڶ�����������֯���������Ҫ������������������֯���ʵĹ�Ӧ��������Ʒ����������ΪJIT������ʽ�������ǰ��ܻ���ƽ���������봫ͳ�Ĵ������������������ķ�ʽ��ͬ��JIT�ľ��⻯�����������������ĸ�� ����������ҵ��ʵ�־��⻯�����͵��������������͵���һ��Ҫǰ�ᡣ���﹫˾�ı�����ҵ��Ҫ��ָÿһλ�༼����ҵԱ�������Ķ��ֲ�ͬ��������ҵ������ָ�ڱ�����ʱ���ڣ���ÿһλ�༼����ҵԱ���е���һϵ�еĶ�����ҵ���������﹫˾�ı�����ҵ��Ҫ����2�����ݣ�������ʱ�䡢����ҵ˳������Ʒ���������Ǿ��á�����ҵ��ϱ�������ʾ�� 3����Դ���ú����� ������Դ���õĺ�������ʵ�ֽ��ͳɱ�Ŀ�������;��������ָ�����������⣬���е��豸����Ա���㲿�����õ�������ĵ���ͷ��ɣ�������Ҫ��ʱ�����ʱ�ķ�ʽ��λ�� �������豸���ԣ��豸�������ģ��ʵ�ֿ���װ�����������磬���﹫˾���������õ��豸����װ�������ķ�����SMED�������﹫˾���д������豸��װ�������������ܹ���10����֮����ɣ���Ϊ����Ʒ�֡�С�������ľ��⻯�����춨�˻����� �������������䣬��Ҫ�豸��ԭ���ϵĺ������á�����װ������Ϊ�������Ƶ����ȡ�㲿����Ʒ������Ҫ��͡���Ʒ�֡�С�������ľ��⻯�����ṩ����Ҫ�Ļ��������ǣ������ķ���ȡ��Ʒ�ķ�ʽ��Ȼ����������ҵ��������ɱ����ر���������䲻�㣬����Ӱ��ʱ��������˳�����С����������豸���ر���U�͵�Ԫ������ɵġ����U�������ߡ������Դ���������ҵ��ʹ�õ�λʱ���������Ʒ����������ӣ���������ò������ӻ����Ӻ��٣�ΪС����Ƶ������͵����������������ṩ�˻����� ������Ա���ԣ��༼����ҵԱ����ơ������֡�����ָ��Щ�ܹ��������ֻ�����������ҵ���ˡ��༼����ҵԱ�����豸�ĵ�Ԫʽ���ý�����ϵ�ġ���U��������Ԫ�ڣ����ڶ��ֻ������յ������һ�����Ҫ���ұ���������ҵ�����ܹ����ж��ֻ����IJ�����ͬʱ�������������ҵ����һ������Ҫ��ͬʱ����������ϳ����ĥ���ȡ� JIT�ƽ����裨�㡪�ߡ��桪����JIT�ƽ������۵������ֳ���5SΪ��������עϸ�ڣ���ϸ����ʵʩͻ�ƣ��������ֿ��ٵض�����������ϵ���и�����һ����ԣ�JIT��������ѭ�ɵ㵽�ߣ����ߵ��棬������浽���IJ�����
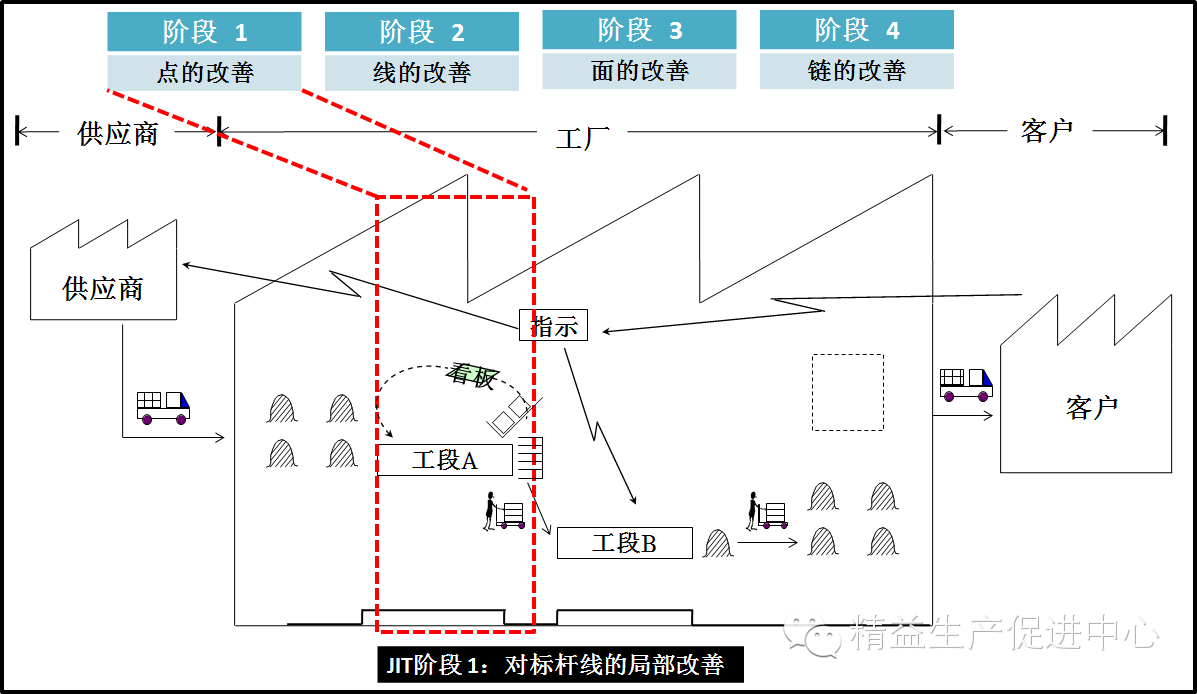
1.��ĸ���---��������� ��ν��ĸ��ƣ����Ƕ�������������е�ƿ�������������о������ơ���������������:ƿ�����⡢ͣ��ʱ�䡢���ˡ���������͡���ƷƷ�ʲ����������豸���϶��Լ�������ģʱ�䳤����������Щ������⣬Ӧ���Կ������ʽ����������ŶӺ����ƽ��ķ�ʽ���Խ���� JIT�����в������ǿ�Խʽ�ģ��������б��������������ʼ��ע��ϸ�ڣ������Ա����ְҵ�������кܶ������ҵ������ɣ�һ��ʼ�����ÿ��巽ʽ�����������Ȼ��������ˣ�5S������JIT���еĻ�����
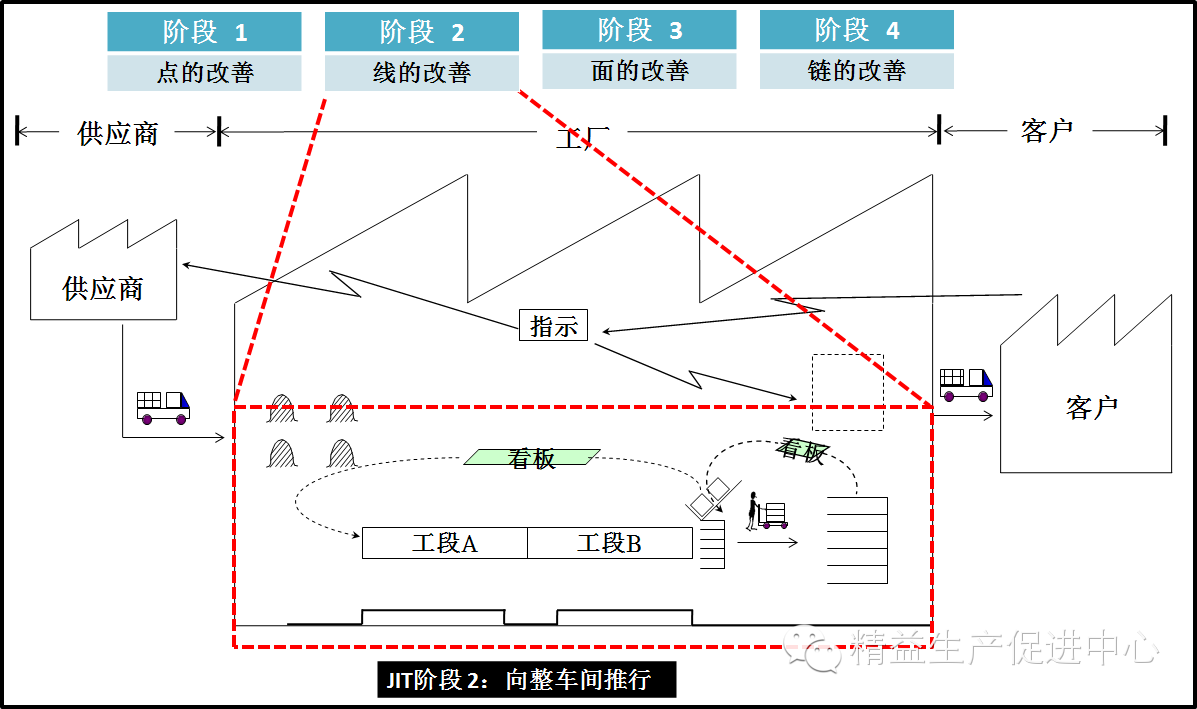
2.�ɵ㵽��---������չ ��ν�ɵ㵽�ߣ���ָ�ڲ��ϻ��۶�ƿ�����⡢ͣ�͡����ˡ���桢Ʒ������ࡢ�豸���϶ࡢ����ʱ�䳤�������ĸ��ƺ�ѡ��ijЩ����(����)��Ʒ�����������ʹ��ı䲼�֣�Ȼ���ٲ��ÿ���ʽ��������ʽ���Ӷ��������е�����ˣ�ʹ֮���������ˮ�ߡ�һ���˵�˼��õ���ţ����ǽ����ڽ��ܱ�������������������н�����һ���������ѵ����顣
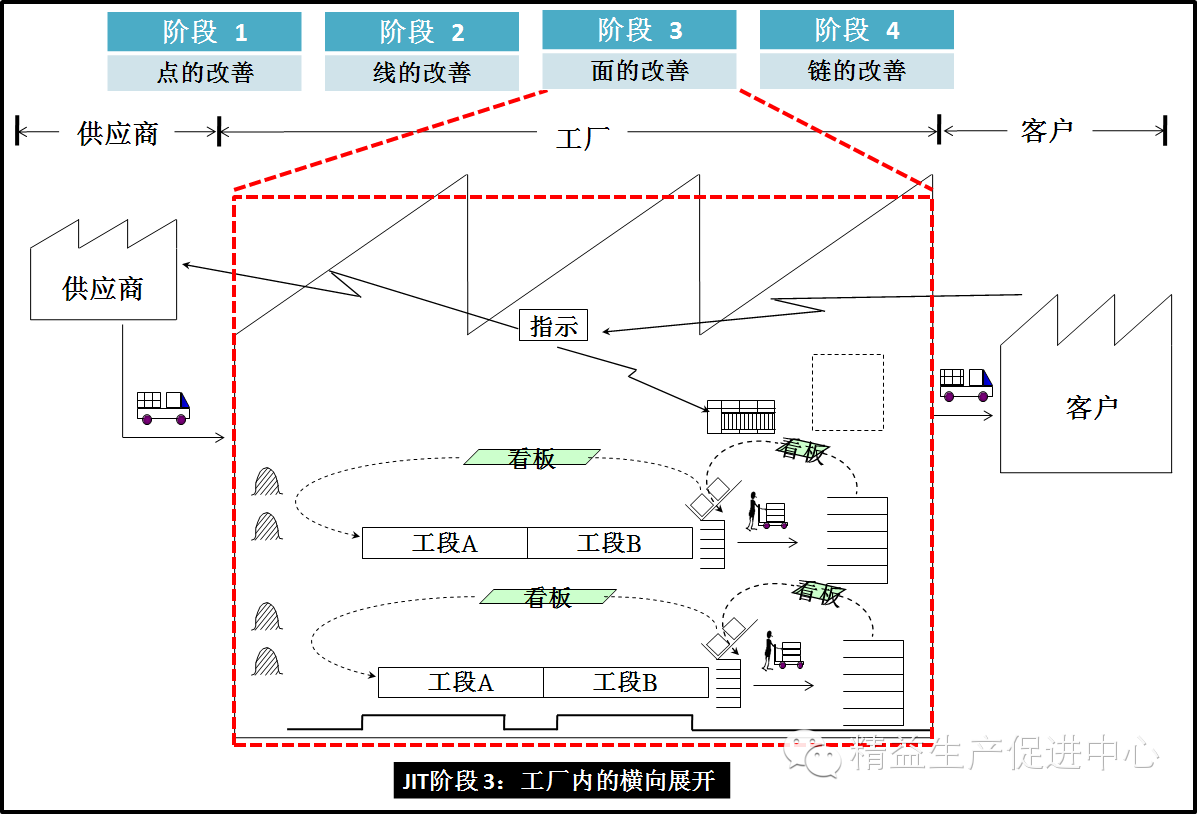
3.���ߵ���---��������չ ���ߵ�������ѡ������(����)��Ʒ֮��������չ�������������ˮ�ߵĸ��ƻ������ȫ�����̵ĸ��������ij�����������俴�룬��ɡ���ĸ��ơ�����һ�㱻��Ϊ����չ�������У���ĸ��ƻ�����:��ƿ�����ϵ����������(PMC),���������Լ����������ȡ�
4.���浽��---��Ӧ������ JIT�����о����ɵ㵽�ߡ����ߵ���ĸ���֮�����ս������ĸ��ƣ�ʹ���ۿ�桢��������빩Ӧ�̿��֮��ﵽ�����״̬������ҵ��������̡���ƹ��̡��ڲ�����ˮƽ�dz��ߣ������ڲ�������ڲ���֯���������Է���Ϊ��λ��������ʱ���Ϳ���Ҫ����Ӧ�̺����۲���Ҳ������Ӧ�ĸ��ƣ��Ӷ����ռ����ܵ��������ں��ܿ�档 �����װ����ҵ������ԶԶ����ͬ�е���Ҫԭ�������ÿ�������������dz���ϸ��ÿ�����ڵ���涼���٣�����ʱ��̣���Ϣ����ʵ����Ҳ�̣ܶ��ʽ���ת�����������ںܶ���ҵ��������̷dz�����������̸���϶Թ�Ӧ�̺����۲������Ҫ��
�������Ƶ���֯�ṹ �ھ��������У�����������Ҫ�dz�ϸ�µ���ҵ��������������û�����۴�ʦ��ֻ��ʵ����ʦ����ʵ����Դ��һ��һ�ε�ϸ�ڡ��������ƻ���Ҫ����֯�ϼ��Ա�֤����ˣ���Ҫ����ר�ŵ��������ƹ���ίԱ����
ȫԱ���룬�������� �ھ��������У��и߲������ԱӦ�Ը��ƴ����Ϊ���ģ��γ�һ��ȫԱ���롢�Ա���Ƶķ�Χ�����ƵĿ�����ҪȫԱ�IJ��룬��Ҫ���˵�������ƿ���Ӧ�����������߹�������Χ�ƹ�˾���������⡣���ǣ�����ҵ�и߲�û�и��ƿ����ʱ��Ա���ĸ����Ҳ������ָ���� ��������ʼ��ʱ���������ȫ�Ծ���Ŀ��Ϊ�������Ÿ��Ƶ��ƽ��Ѿ���Ŀ����Ϊһ�����Ҫ��ȷ�������ε�Ч�������������쵼���Ͽɺ�����������չʾ���������Ե������м�ֵ��Ա�����б��ã���Ҫע����ǣ����м�ֵ��Ա�����ǹ����ر�������ˣ�Ҳ���Ǿ��������豸���ˣ�������������������Ӿ��������Ĺ۵����������������豸���豸������Ա��һ����裬�ñ��������豸������Ա�Ĵ��������豸���������ˮƽ�� �������ƴ����Ĺ����ƶ� �� ����ѡȡ����������Ϊ���ƿ��⣬ �� �����Ŀʵʩ�ƻ�������һ��������ָ�������ƻ�������ϡ� �� ͨ�������Ķ����ʶ�𣬽�����㱩¶������ �� ��ʶ���������и��ƣ���������ǰ��Ĺ��̼�¼����������Ա��һ��ʵʩ����� �� �������֮���γ���ʽ����ͱ������ݱ�ʵʩ���ơ� �� ����ɳɹ���Ϻ�Ҫ�����ƵĿ���չʾ�ɹ�����̨��ʹ�����˿������Ƶ�Ч���� ��������&���Ϲ���&PPT���� 1.��QQȺ�����������ٽ����ģ�Ⱥ�ţ�549535012�� ע����Ⱥ�ظ��������� 2.����Ⱥ����̨�ظ��������ڳ���-����-��˾-ְ��-�ź�
�ظ���Ӧ�ؼ����鿴��Ӧ�������ݣ� ���ȡ���ྫ������������Ʋ��������أ� |







̸̸���Ը����µĿ�