





ժҪ:�����豸ά���ǹ������ں���Ҫ��һ����Դ��ӻ����ϲ�����Ƶ�ʣ�����ά�����������������������������ԣ����һ����Խ�ʡά�ɱ���ͨ�����á���ɨ��顢������һ�㷽�����豸����ά���������Գֺͻ��豸�����ܺͼ���״������ȫ���Լ���50% ���豸����
|
�����豸ά���ǹ������ں���Ҫ��һ����Դ��ӻ����ϲ�����Ƶ�ʣ�����ά�����������������������������ԣ����һ����Խ�ʡά�ɱ���ͨ�����á���ɨ��顢������һ�㷽�����豸����ά���������Գֺͻ��豸�����ܺͼ���״������ȫ���Լ���50% ���豸���������� 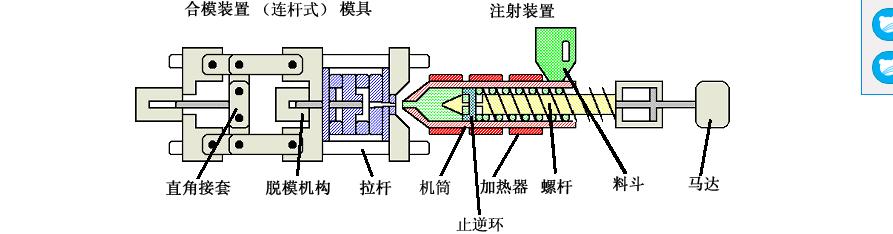
һ����ģ���ݵı��� ��1����ģ���ֵĻ��¹��������ܳ�����ÿһ��ֶ�Ӧ�����ʵ�����������»�ĥ������������� ��2������������������ࡣ ��3�������ƶ�ģ��Ļ����������� ��4������ʹ�ýӽ�������ѹ����ģ�� ��5����ģʱ���������ؿ����ٶȡ� ��6��������ģ�����г�λ�������ʵ��ģ�������ģʱ�Ի��������ij�� 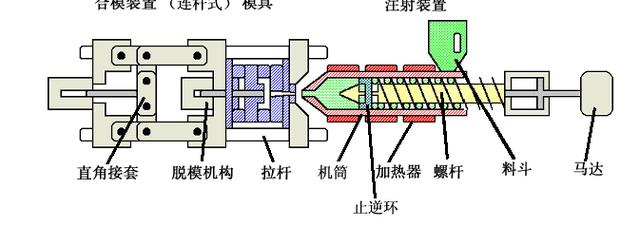
������ѹϵͳ�ı��� ��1��ѹ���������������ʡ� ��2��ѹ����ճ�ȼ��Ͷ����±���©���½��ͳ��Ĺ���Ч�� ��3�������ͷ��ϻ��Ķȡ� ��4����ֹ��ȴˮ©���ף��ر�ע�������ڲ��Ƿ���©ˮ��ÿ 6��������Ҫ�����������������ڲ�һ�Ρ� ��5��ע�ܻ�ÿ���� 3000 -4000 Сʱ�����һ��ѹ���ͣ�����ѹ����ʱ���ɽ��¾����ʹ ����ͬʱӦŤ�����ڵ�ɸ��ϴ�� ��6���ͳ���о����������ʧ�飬Ӧ�ѷ�о����������ò��ú��ϴ�����������ѹ��������ϴ��������ѹ������������ϴ��������ѹ����������������ȷ���ͳ�������������ע�ܻ�ʧ�飬���������������� 
������η�ֹע�ܻ������������� ��ע���ӹ���ҵ���������������������Ǻܷ��գ����µ�����������Ӱ��������������һ�����Ӱ�����ʹ�õ�������������Ҫ����Ԥ��ע���������� ?����Ҫ����ָ���� �������õ�Һѹɢ��ϵͳ��ճ�ȡ������ۺ����ܵȷ����������� 1. ���õ�Һѹ��ɢ��ϵͳ ����ע�ܻ�Һѹ��ɢ��ϵͳ(��ȷ�е�˵ӦΪҺѹ���¿���ϵͳ )����������Ȼ�� ���Ҳ��õľ��巽ʽ������ͬ��������˼·ȴ��һ���� ,Һѹ��ɢ�����Ƿ����������������ɢ��Ч���½���Ҫʱ��ϴɢ������ 2.Һѹ���� (ISO VG ���ȵ�λΪ mm2/s) ��ȷ��Һѹ���ȵ�ԭ���ǣ� �ڿ���Һѹ��·�����¶Ⱥ�Ч�ʵ�ǰ���£�ʹ(���ڱú������Ԫ�� )Һѹ���ȴ�����ѷ�Χ (16-36x10-6mm2/s); �뻷������¶ȶ�Ӧ�Ķ�ʱ�����������ȡ�1000X10-6mm2/s; �Լ���Ӧ�ڶ�ʱ�����������й©���� 90�� ʱ���� ��10X10-6mm2/s �� 4. ��ָ�� (VI) ��ָ���ֱ�ӵط�ӳ����Ʒ�����±仯���ĸĵ����ʣ� (���͵�������� )���͵���ָ���ϸߣ���ʾ�����ֵ�ճ�����±仯���ı�̶Ƚ�С����֮���ϴ� ��ָ�����ͽ�ʹ������Ӧ�Ļ����¶ȷ�Χ��С������ʹ�ò���ʱ��Ӧ����Ʒ���Ҳ�ѯ������ϣ���Ե�ʹ�÷�Χ���ʵ���������Ҫʱ��Ӧ�ı��豸����ض�ֵ (�缫���¶ȵ� )�� 5.�����ۺ����� ���ִ�ע�ܻ�Һѹϵͳ�Ĺ���ѹ���ϸ� (��14MPa) ������Һѹ�͵���߹�����Ҳ�ϸ�(50������ )������Ϊ�˱�֤�������Ļ���������Һѹϵͳ��������������Ҫ��Ϊϵͳ��ѡ�͵����ԡ� ���������ԡ���ĥ�ԡ���������ԡ����黯�ԡ������ԡ� �����а������Լ���ѹ�����Եȷ���������õ�Ʒ�ʡ����䵱ѡ�������ʱ�����Ҫע�����㱻����������Ҫ�������豸ʹ�ù����п�����Һ��������Ҫ�������ϵͳ���ȡ���Ԫ�����������⡣ |
- ��һƪ���豸������3��ָ���11��СĿ��
- ��һƪ��û����



̸̸���Ը����µĿ�