





ժҪ:�豸����TPM��С�4���㡱���ռ�Ŀ�꣬���ҹ�����ܷ�Ϊ��ҵ������Ч��Ҳ��Ҫʮ�ֶ����Ŀ�ѧ���ݣ�ָ�꣩�������� ���豸�����ڶ������ָ����ϵ�У����豸�ۺ�Ч��OEE����һ���ĺ���ָ�ꡣ�����Էdz���ȷ�ؼ��㲢�������豸���ܵ���ʧ�ʣ�����֮��OEE��
�豸����TPM��С�4���㡱���ռ�Ŀ�꣬���ҹ�����ܷ�Ϊ��ҵ������Ч��Ҳ��Ҫʮ�������Ŀ�ѧ���ݣ�ָ�꣩�������� ���豸�����ڶ������ָ����ϵ�У����豸�ۺ�Ч��OEE����һ���ĺ���ָ�ꡣ�����Էdz���ȷ�ؼ��㲢�������豸���ܵ���ʧ�ʣ�����֮��OEE���ݵ�������ֱ�Ӵ������豸������ʧ�Ľ��ͣ�Ҳ��ζ������Ч�ʵ����� ���ڱ��߶������ҵ��ѵ�������ѯ��ʵ���У�ȴ�������ڶ����ҷ�����˼��ͻ�����⣬���磺��ȫû��OEE��ͳ���������OEE�ļ��㹫ʽ����ٳ������Ź�˾�����ֹ�˾֮�������ͳһ���������ݲ�ȷ�����¼���ƫ��ȵȡ��������Ϊ�����ȷ����OEE���ϸ������Ϊ�豸������Ч�������ġ�����ҩ���� 
OEE�����г����������ڶ���ҵ��Ȼû�е���OEEָ��
��Щ��ҵ��Ȼ������OEE�������㹫ʽ����ٳ������Ҳ�ͬ�ӹ�˾֮���ͬ�ķֳ�֮��Ҳ����ȫ��ͬ����������û�пɱ��ԣ� û������豸���̨�ļ�¼��������Ҫ��¼������û����ȷ��ȷ�ļ�¼���������ȷ�ؼ��� ���ܼڶ��ʵļ�����������ʱST�����������ܣ��������Ǽ�¼�����ݡ�������ƻ�ⶨ�õ���������ERPϵͳ�л������ܿصĻ�������Master Data����Щ��ҵ��STʮ�ֲ�ȷ��û�м�ʱ���»���ʮ�ֵIJ����ƣ��⽫����OEE�ļ��㲻ȷ������������ ������˶�����ֵ�����������ÿ�����ֵ�ST��ͬ��ʱ����μ������л����ۺ�֮���OEE�أ� ��ij��������Ԫ�ɶ�̨�豸���Ӷ��ɣ���Ʒ�ʼ��ֻ������ĩ���豸�ӹ�֮�����ʵʩ�ij��ϣ����ѡ��OEE�Ĺ��������أ� ֻ���մλ�̨������û��ʵʩOEE���¶�ͳ������� OEE��ȷ�ļ��㹫ʽ�������豸������ʧ6������ 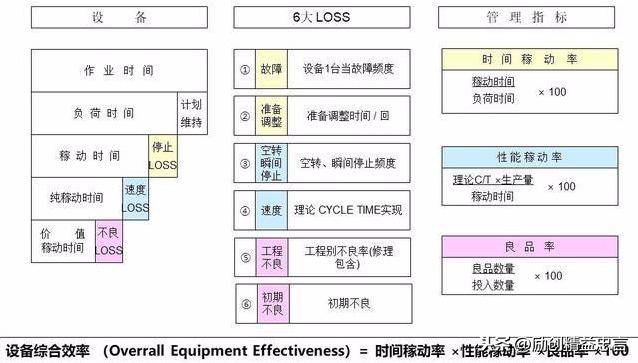
�豸������ʧ�Ķ������� OEE���ɵ�3��ά�� ����ʱ��Ч�� ��ת����Ч�� Ʒ����Ʒ�� �豸�ۺ�Ч�� ��Overrall Equipment Effectiveness��= ����ʱ��Ч�� ����ת����Ч�� ��һ����Ʒ�� ��100 % �ؼ���˵�� 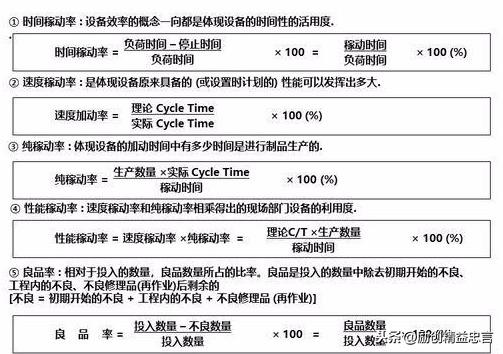
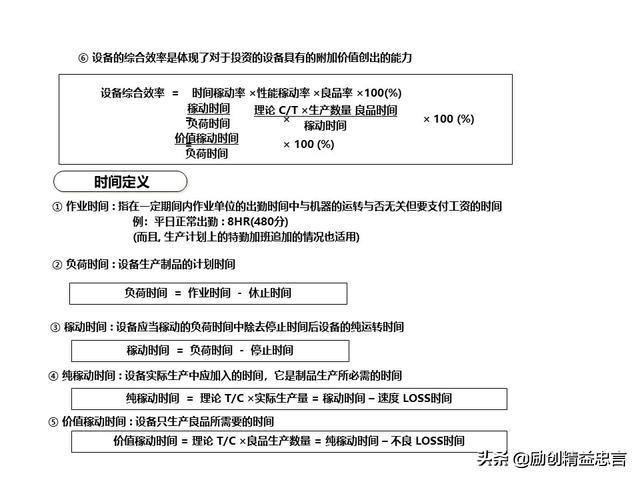
������ʱ�䡱-��ֹͣʱ�䡱=����תʱ�䡱 ����ʱ�䡢ֹͣʱ���DZ���ͨ��ԭʼ��̨��¼����������� ��ֹͣʱ�䡱ֻ�����ڼ���ʱ��Ч�ʣ��ڼ�������Ч���DZ���ʹ�á���תʱ�䡱���в����ٶ�ʹ�á�����ʱ�䡱 ��������Ч��ʱ����Ҫʹ�á�����ʱST�������ܡ���������ͨ��ԭʼ��̨��¼����������������豸��ƽξ��Ѿ�ȷ���ġ�������������������ERPϵͳ�����ڻ�������Master Data�����STȷʵ������������Ч�ʡ���ST��ȷ����������Ч�ʵļ������ƫ�� Ʒ��Ч������ʾ���ǡ�һ��Ʒ�ʺϸ��ʡ���Ҳ����Ϊ��Ʒ��ֱͨ�ʡ������Բ�����ʹ��������Ʒ�� OEE����ֱ�ӵȼ��ڲ�����ʧ ֻ����˼����OEE������ȷ�Ĺ������塣��1-OEE���ó������ݾ��Dz�����ʧ�İٷֱȣ����磺87%��OEE����ζ�Ų�����ʧǡ����13% OEE����ֱ�����������豸�IJ�����ʧ��״������֮��ȻҲ�����������������ijɹ����ر��Dz����Ե�Ч�档���磺OEE����8%����ζ�Ų���������8%�����˻���ɲ������ٸ��ݲ�Ʒ�������������ֱ�Ӽ��������������� OEE�������� ����ˮƽ��ֽ�ʻ�̨�ֹ����� 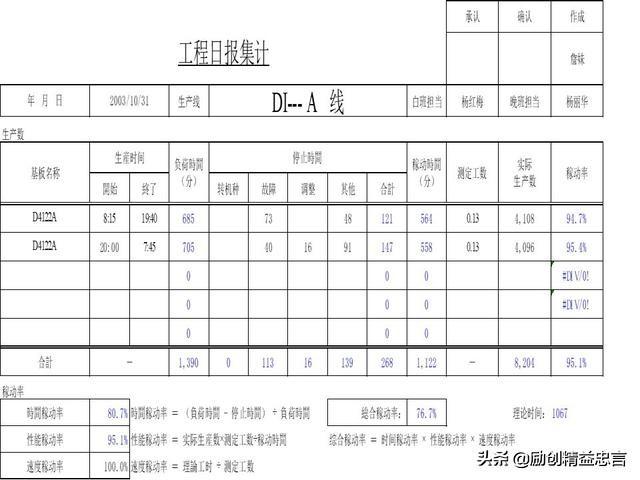
��̨ÿ�ձ��� 
�¶�ͳ�Ʊ��� �м�ˮƽ���豸�ڲؼ�¼���˹����� ��ˮƽ��MESϵͳʵʱ�ռ��豸�ڲ����ݣ���ʱ�������ն� 
�̶�ʽ�ն˵��ӱ��� 
�ƶ�ʽ�ն˵��ӱ��� OEE��������Ŀ��OEE����ֻ�ܷ�Ӧ�豸����״�������ܸ�֪����IJ���ԭ����������Զ���������Բ� ���ͨ���豸���������������������OEE����˶�Ϊ��ҵ�����˾���Ч�����OEE����������Ŀ�ģ� ��������רע��ר�С�ר�����������뾫�������ʮ���أ���֪�й�����ҵ��ȥ�ijɳ������𣬸����δ��ȫ����֮��ޣ�ʵҵ�˰�֮ʹ����һֱ�������ģ�ÿ�մߴ���Ŭ��ǰ�� �ĺ��������Ȥ��Ҫ���ǵ�����Ͻǡ���ע���������Ϳ���ÿ���ȡ��ͷ����ר��������֪ʶ ��ӭ��ע�����ۡ��ղء�ת���뽻�� |
- ��һƪ����ҵ����˵ | �������¹����豸������5��������Բ�
- ��һƪ��û����



̸̸���Ը����µĿ�