





ժҪ:һ�����ٻ��ͼ�� 1�����ٻ��Ͷ��� SMED ���ٻ�ģ������ȫ���ǡ���ʮ�뼴ʱ��ģ����Single Minute Exchange of Die������һ�ֿ��ٺ���Ч���л������� ���ٻ��ͣ�ģ������һ����ָ�������е�ת�䶼�ܹ�����Ӧ������1����-----��˲����˵�������һ˵����������
|
һ�����ٻ��ͼ�� 1�����ٻ��Ͷ��� SMED ���ٻ�ģ������ȫ���ǡ���ʮ�뼴ʱ��ģ����Single Minute Exchange of Die������һ�ֿ��ٺ���Ч���л������� ���ٻ��ͣ�ģ������һ����ָ�������е�ת�䶼�ܹ�����Ӧ������1����-----��˲����˵�������һ˵���������ֳƵ��������ٻ�ģ����������ҵת������������豸����ת��������һ�ѵ��һ�ַ����������ܵĻ���ʱ��������̡������Խ�һ�����ڽ��е�������������л�����һ�������� ���ٻ��ͣ�ģ����ͬʱҲָ�����л������ٻ��ͣ�ģ�����ܹ����ҳ�������������һ��������ʹ�����У��Ҵ�����С�˷���״̬�� SMED ��ͨ����ҵ���̵ķ�������ģ�ߵIJ�Ʒ��ģʱ�䡢��������ʱ������ʱ��Ⱦ����ܼ��ٵ�һ�ֹ��̸Ľ�������
2�����ٻ��͵ķ�չ SMED��50���������Դ���ձ��� ��Shigeo Shingo�������ط��ڷ�����ҵ��չ������ Single����˼��С��1���ӣ�Minute���� ���ʹ�����������������Դﵽ���ٵ�ģ���л���Exchange of Die���� ������������ҵ��Ʒ�л�ʱ���ü�������̡� �������ٻ���ʵʩ������ 1����ͳ���ͻ���� 1.1����ͳ��ģ���ʮ������ �豸ͣ�� �ɲ�Ʒ�㲿�������ֳ� ��ģ��Ա������ ����豸��ģ�� ��ж��ģ�� ������ģ����鱣�� װ����ģ�� ֪ͨǰ���������㲿���Բ� �������㲿�������� ���е��� ��û�о�������о�������£���ͳ���͵IJ����Ե÷�������ӣ�ʵʩ������ʱ�������ڹ̶�����Ļ����£�����ʱ�����ɷ�Ϊ�������֣��������£� 25% ���������� 10% װ����ƿ����� 15% ���������ú�У�� 50% �����к͵��� 1.2����ͳ��ģ����ڵ����� ���豸ͣ�������ϲſ�ʼ�ƶ� ��1����Ʒ���͵���һ����λ ��2��ԭ�������豸ֹͣ������� ��3����ģ�ߡ���������˵���̨ �豸������ʱ�ŷ���ȱ�ݺ�ȱ�ٵ���� ��1����ģ��ʼ��ſ�ʼ��ȱ���������Ҫ����������豸��� ��2������ʼ��ŷ���ȱ�ݲ�Ʒ �豸�����ŷ��ֲ������ӹ����о��趨�������趨 ��1���ڲ���ҵ��ʼ�����߲ŷ���ȱ�ݵ��豸 ȱ�������İ�װ�͵������̺ͼ���Ҫ�� ��1��ÿ����ģ�����������Լ����飬����������Ϊ���ʵķ�ʽ���а�װ�͵�����ȱ������ ��2��û��2����ģ����ͬ���ķ�ʽ��װ�͵����� ��3��ÿ����ζ������ϸ���εĵ����ﲻ��Ҫ��Ҫ���µ����� ��4��һЩ����Ϊ��װ�͵���ʱ��Խ����Ʒ��������á� ȱ�ݣ� Defect�� ͨ���۲��������IJ���Ʒ���е��� ���������� Overproduction�� ���ڵ���ʱ������������IJ�Ʒ�������� ������ Transportation�� ���ߡ���װ�Ͳ���û����ǰ���ã�ͣ���������� �ȴ��� Waiting�� �ڻ�ģ�����ڼ䣬�豸/����ֹͣ��ת ����� Inventory�� ��ģ���Ż��ڴ�������������ŶӵȺ� ������ Motion�� �Ĵ��߶���Ѱ�ҡ���ȡ���ߡ���װ�Ͳ��ϵȵ� ���ɴ����� Processing�� ������������������������� ��������˷���ʱ�� 2����ͳ���ͻ�ķ��� ���Ŷ�Ʒ��С�������г�����������������͵�Ƶ��Խ��Խ����ͳ���͵IJ��������ӣ��ķѺܴ���˹��;�������Щ�˻������ʣ���������һ�㣬�ٻ�����ģ���Ϳ��Խ����ģʱ�䳤����������
��һ�����ӹ��IJ�Ʒ, ���ڵĻ�ģʱ��Ϊ3��Сʱ��ÿ����һ����Ʒ������ʱ��Ϊ1����. �ͻ�Ҫ�������Ϊ100���ۼ�Ϊ2Ԫ�� ÿСʱ�Ĺ�ʱ�ɱ�Ϊ48Ԫ������������Ʒ�������Ƕ���?
����: ����ÿ����1����Ʒ, �Ϳ���0.24Ԫ ��β���ӯ��? �������1: ���������Ĵ�С: 100/����1000/��:
�ŵ�: ��λ�ɱ������Ͻ�����58% ȱ��: (1)�������900����ƽ���������0.16Ԫ/�������Ҹ���������Щ�����֪��ʲôʱ���ܹ��۳���(2) ����������������Ŀͻ��Ľ����ڣ������ƻ����Ÿ����ѣ� ��ʱ�������0.9Ԫ/�� �������2: ���ͻ�ģʱ��: 3Сʱ/�Ρ�20����/��:
�ŵ�: ��λ�ɱ���Ч�ؽ�����57%,�ر��ǰ�����Ҫ��������, û�в������ ȱ��: ������Ҫ�ʵ�������Ա����������Ͷ�� ȷʵ���������1.04Ԫ/�� ����Ϊ���͵ľ��������� 3��SMEDʵʩ�ı�Ҫ�� 3.1�������� ����Խ��Խ���Ʒ�������ֳ��ͻ�������, �г�ǿ�ҵ�Ҫ�����������ƣ� ���������õ�����������ܿ��ܱ������ߵõ��� �����Ʒ�����Ǵ���������ˮƽ������������������ѵõ����㣻 ��Ƶ���Ļ���������С���������������ԡ� 3.2��SMED���ŵ㣺 ����������������������������ͻ�Ҫ�� ���ٽ��������̽���ʱ�䣬���ʽ�ѹ�ڶ�������ϡ� ����Ʒ�ʣ����ٵ��������п��ܵĴ��� ��Ч���������̻�ģ��ͣ��ʱ����ζ�Ÿ��ߵ�����Ч�ʣ���OEE��ߡ� ʹʵ��JIT���������ٲ�Ʒ���ϳ�Ϊ���ܡ� �������ٻ���ʵʩԭ�� 1����ģʱ����� ��ģʱ����Ҫ��4������ɣ���ʱ�䣬��ģ����ʱ�䣬����ʱ�䣬����ʱ�䡣
2����ģʱ�䶨��
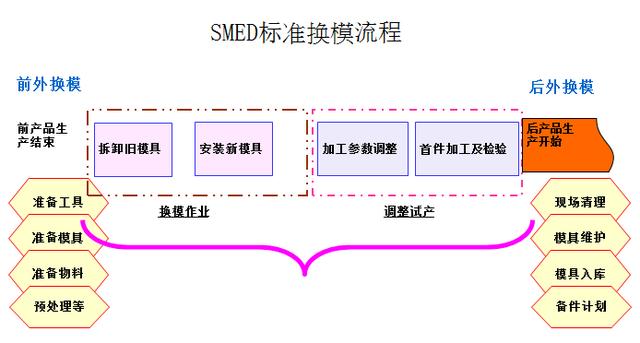
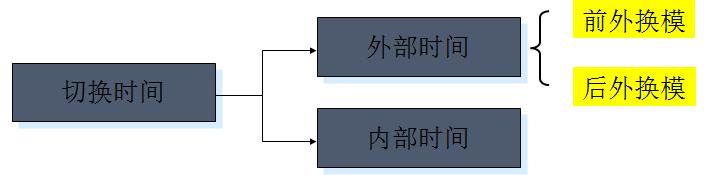
�л�ʱ�䣨��ģʱ�䣩���������һ���ͺ����һ���ϸ��Ʒ����������һ���ͺŵ�һ���ϸ�Ʒ������ �ڲ�ʱ�� ��ָ��Ҫ�豸/����ͣ������ʵʩ����ҵ����������ʱ�䣬��������ж��ģ�ߡ���װ��ģ�ߣ��Լ�����������ȷ�ϵȡ� �ⲿʱ�䣺����ͣ��Ҳ�ܽ��е��л���ҵʱ�䡣 ��ģ�ߡ���װ�оߵ���������ʱ�䡣�ⲿʱ�����ǰ�ģ�ͺ��ģ ǰ�ģ�����ϻ��������жԺ�ʵʩ����ҵ����ģǰ���������������ߡ�ģ�ߡ����ϵȣ� ���ģ�����»��ͳ��������ж�ǰ���̵��ƺ�����ҵ����ģ�����β���������ֳ�������ģ�����ȣ� 3��SMED ����
4��SMED����������Ҫ�� ����Ҫ���ߣ� ��ͨ���������ܽ��У� û�е���ʱ�䣻 ������˵Ļ�ģ��ҵָ���飻 �������������ɫ��ʶ�ͱ�ǡ��������Ƶ㡢�������ļ������� ���/ģ�ߴ������ֳ������ü�ȡ������ʹ�����/ģ�����Ƴ�����ģ����
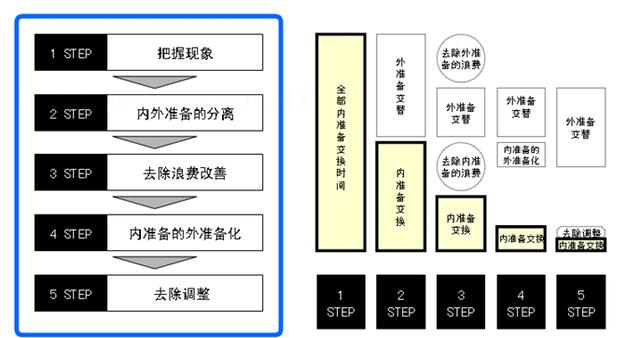
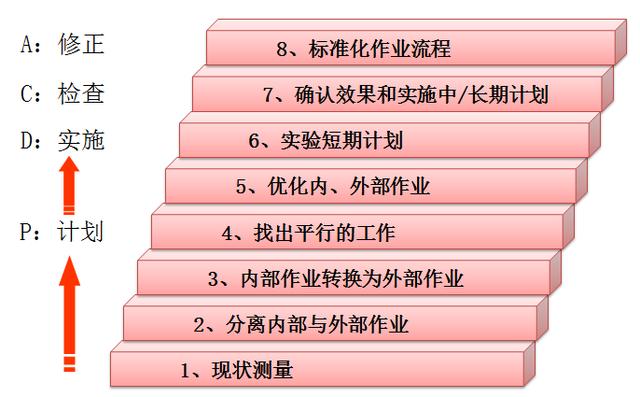
5.1����״���� �����ͺŻ�ģ��ƽ��ʱ�䣿 ���ڵĻ�ģ��ҵ�����ʱ���Ƕ��٣� ��ģ��Ƶ���Ƕ��٣� ��ģ������Ҫ��Щ�˲��룿 ��ģǰ��IJ�Ʒ�ͺţ� ��ͬ�ͺ�ģ��ģ��ʱ���Ƕ��٣� �ֳ��۲컻ģ���̲������еIJ����¼�ڹ۲���ϡ� 5.2�������ڲ����ⲿ��ҵ ����������ʱ�������Ĺ��������ͣ���������Ĺ����ֿ� 5.3���ڲ���ҵת��Ϊ�ⲿ��ҵ �˽�ÿһ���ڲ���ҵ������Ŀ�ĺ����� ��İ�����۹�ȥ�۲� ˼�����ڲ���ҵת��Ϊ�ⲿ��ҵ����÷���
5.4���ҳ����еĹ��� ���еĹ�����������ģ����ҿ���ͬʱ��������ģʱ����٣�һ��ͨ��ʵʩ������ҵ��һ���Ŷ���ʵʩ������ҵ�ı�Ҫ������ 5.5���Ż��ڡ��ⲿ��ҵ ����ÿһ�������ϸ�� ʹ������-ԭ��-�Բߵļ�˼�������ҳ�����ÿһ����ҵ��ʱ�䡣 �����ͼ�¼ÿһ�����������ʱ�䣻 ͷ�Է籩������ֹ��������㳵��������ơ��ӳ��жϡ� 5.6��ʵ����ڵļƻ� ��֤�µ����̺ͷ������ҳ����ܴ��ڵ����⣻ �����µ����̺ͷ����� �������Ա��ͨ�µ����̺ͷ��������ҽ�����ѵȷ����ȫ����ͽ��ܣ� ����ʵʩ�µ����̺ͷ�������¼���ļ���ʵʱ��Ч��������������������̺ͷ����� 5.7��ȷ��Ч�����ƶ�ʵʩ��/���ڼƻ� �Ա��³���ͷ������û�ģʱ��������ģʱ�䣻 ��֤�³���ͷ���ʵʩ�Ľ���� �³���ͷ�����û�н���ʱ��? �ƶ�һ���ж��ƻ�,����/���ڵĽ��������ʵʩְ��˵���� Ϊ��/���ڵ���������Ŀ�ꡣ 5.8��������ҵ���� �ļ���������������ҵָ���飻 �ڲ���ҵ/�ⲿ��ҵ�IJ��裻���еĹ��� ���ھ��л���������г��������ƻ���ʵʩ ȷ�����еĻ�ģ��Ա�ܵ�ϵͳ�ķ����ͼ�����ѵ����ز��Ÿ����µ���ҵ�������ͼල |





- ��һƪ��ʵ��3���ӿ��ٻ���(SMED)���ú���˲�
- ��һƪ��û����



̸̸���Ը����µĿ�