





ժҪ:�����ij�̥���ˣ���һ����̥����Ҫ�ʱ�䣿 ���10���� ����F1�����𣿵�ѡ�ֽ����������Ҫ����̥��ʱ��4����̥��ʱ���Ƕ�ã� 5���ӣ����� ���Ȳ�֪����һ����һ������ô�������ճ�������ʱ���͵�ʱ���Ƕ����أ��ܶӦ�̷�Ӧ����һ��ģ����
|
�����ij�̥���ˣ���һ����̥����Ҫ�ʱ�䣿 ���10����
����F1�����𣿵�ѡ�ֽ����������Ҫ����̥��ʱ��4����̥��ʱ���Ƕ�ã� 5���ӣ�����
���Ȳ�֪����һ����һ������ô�������ճ�������ʱ���͵�ʱ���Ƕ����أ��ܶӦ�̷�Ӧ����һ��ģ��������һ���Ʒ������2Сʱ������4��6Сʱ���������ж���¡�
������ǵ������ܹ���F1�������Ŷ�һ������ô�����Dz��Ǿ��и����ʱ����ԺȺȲ�ˮ���������أ��ðɣ��������⣬����һ�����Ŀ��ٻ��ͣ�Ҳ�����ٻ�ģ�ߡ�
1��ʲô�����ٻ�ģ ���ٻ�ģ������С���豸ͣ��ʱ�������в�ͬ��Ʒ��������л������������豸�����ʵķ�����
�ձ��˽���SMED,ȫ������60�뼴ʱ��ģ�� (Single Minute Exchange of Dies)����һ�ֿ��ٺ���Ч���л����������ٻ�ģ����һ����ָ�������е�ת�䣨�����������ܹ�����Ӧ������10���ӣ������ֳƵ��������ٻ�ģ����10�����ڻ�ģ����������ҵת���������Խ�һ�����ڽ��е�������������л�����һ�����������ٻ�ģ��ͬʱҲ��ָ�����л������ٻ�ģ���ܹ����ҳ�������������һ��������ʹ�����У��Ҵ�����С�˷���״̬��
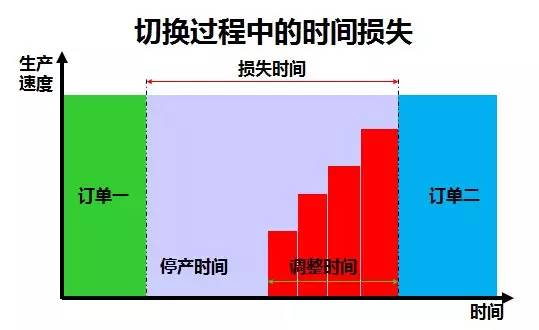
2������ʱ�� ����ʱ�䣺����ָ�����������һ���ϸ�Ʒ�������ε����ϸ�Ʒ֮���ʱ�� SMED(Single Minutes Exchange of Die)����50��������ձ�����������˾������һ��Ӧ�Զ�������������������������ϵͳ���ٷ�ӳ���������ü�������һ���������ձ��������ط�������ShigeoShingo���״��ģ������ڶ���ҵʵʩ��֤����Single����˼��С��10���� (Minutes)����������������Ŀ�û���ʱ���Ȼ�ߴ�1Сʱ��ʱ�����ķ�Ӧ������������˳�����������������������ķḻ���飬��������һ�����Է�����ģ���̵ķ������Ӷ�Ϊ�ֳ���Ա�ҵ��˻���ʱ��֮���Գ���ԭ���Լ������Ӧ���ٵķ����������쵼�Ķ���������У�����ʱ��������������ʮ�������£�������ֿ��ٻ��ͷ���������Ϊ����λ���ӿ����л��������ʹ�����������������Դﵽ���ٵ�ģ���л�(Exchange of Dies)��
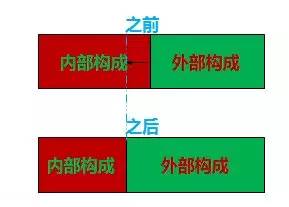
3��Ŀ�� ����˼�壬��Ŀ��ּ��������ҵת����ʱ�䣬����ؼ��������ڻ����ڲ���ҵת�����ⲿ��ҵת���������ڲ���ҵת�������ܵر�Ϊ�ⲿ��ҵת����Ȼ���ܵ������ڡ��ⲿ��ҵת��ʱ�䡣
4������ ����������������������ȫ������������ ���̽��ڣ����ʽ���ѹ�ڶ�������� ����Ʒ�ʣ����ٵ��������п��ܵĴ��� ��Ч�������������л���ͣ��ʱ����ζ�Ÿ��ߵ�����Ч�ʣ���OEE��ߡ� JIT��Ϊ���ܣ�ʹJustIn Time ��Ϊ���ܣ������������ı�Ҫ���� �ڽ������ٻ�ģ����֮ǰ�����DZ����Ƚ���2����� �ڲ�������������ͣ��ʱ���еIJ��� �ⲿ�����������豸��תʱ���еIJ��� ����ʱ�䳤����������Ϊ�ܶ�����ǿ������豸��תʱ���еģ���ʵ����ȴ��ͣ��ʱ���С�
Ҫ�㣺 (1)�������ڱ任������������任��������SMED��Ҫ������豸װ�������йصIJ�������Ϊ���ڱ任������������任������ǰ����ָ��Щֻ�����豸ֹͣ���кɽ��еIJ�������������ָ��Щ�ܹ����豸���й����н��еIJ�����
(2)�������ڱ任��������SMED��Ҫ���ܰ��ڱ任����ת��Ϊ��任����������SMED���ĺ��ġ������ڱ任����ռ��ͣ��ʱ�䣬����Ҫ��������װ������ʱ�䣬��ؼ����ǰѡ��ڱ任�������ٵ�����ȡ�
(3)�������ڱ任������ʱ�䡣�����������ڱ任������ռ��ͣ��ʱ�䡣Ϊ�ˣ�SMED��Ҫ����ñ�Ҫ�ļ����ֶΣ��������������ڱ任������ʱ�䡣ͬʱ��Ҫ������任����������һ��Ҫ���豸���й��������ȫ������任���������������Ϳ������豸ͣ����ĺܶ�ʱ����Ѹ������豸װ���������
5��ʵʩSMED���ٻ�ģ�IJ��� ��һ��:�۲쵱ǰ������ Ŀ��: �ɼ�Ŀǰ�йػ��͵����� ������ ȷ���۲���Ա���������߷�����Ա��������ͬ �۲��������߹����C �ӻ���ǰ���һ����Ʒֱ�����ߺ��һ����Ʒ ����ʱ������,��¼�����е����� �����κ���������κλ��� ��Ҫ�ĵط�ͨ��¼���¼�
�ڶ���:�����ڲ����ⲿ��Ҫ�� Ŀ�ģ� ���ڲ��Ļ���ʱ�����ⲿ����ʱ�����ֿ���,���Դ�����̻���ʱ�� ������ �����µĹ��ߺͲ���������ͣ��ǰ�����ֳ��� ���л��µĹ��ߺͲ����������л�������������ת�档 ��ǰ�������ϡ� ��ǰ���й��ܼ�顣 ����ʹ�ü���(��ֹ��©������Ŀ)
������:���ڲ���ҵת�Ƶ��ⲿ
Ŀ��: ���ڲ���ҵת�Ƶ��ⲿ���Խ�һ�����̻���ʱ�� ������ �������� Ԥ�������������� �������� ����Ԥ�� ȷ��ÿ����Ʒ����ȷ��ʱ��ڷ�����ȷ��λ���C���ߡ����̼�¼����ԭ���ϡ��������̼�����Ƭ���
���IJ�: �����ڲ����� Ŀ���� ���߲�����������֮����һ���Ƿ��ֲ��ų����߹����е��˷� ������ ƽ����ҵ ��תʽһ����������
����ʽ��ǯϵͳ ���߷��õķ���/λ��ͳһ ���ߵijߴ�ͳһ �ݶ�ͷ�ߴ�ͳһ ��ϸ�Ĺ��߸����� �������ã��������
���岽: �����ⲿ��ҵ Ŀ���� �������ڲ�����ʱ��֮��Ӧ����취���ٻ��������ڼ�֧����Ա�Ĺ����� ������ �ѹ��ߴ���ڻ����Ա� �ڻ����Ա����ֹ�����̨ �ѹ�ߴ���ڻ����Ա� ���ù��߸������ĺ˲��嵥 �ṩ��ϸ�Ĺ��߸������̼�¼��
6��ʵʩSMED���ٻ�ģ��ע�������Ҫ�� ��һ�����������ٻ�������С�飬�ƶ����мƻ����ճ̡�С���Ա�������γ���װ��γ���װ���鳤��װ�似��Ա������Ա��������IE��PE��IPQC����ɣ�С���鳤����IE����������С��ÿ����л����飬���ֻ���״����������С���鳤������С���Ա��ͬ���ۻ����з��������Ⲣ��������Բߣ�.
�ڶ�����ѡ���߱����Ⲣ��¼����ʱ�䡣��¼�����е��������Է����κ���������κλ��ᣬ��Ҫ�ĵط�ͨ��¼���¼���
�����������Ϸ����������Բ��ⶩ�������ڶ����ռ����ĵ�ǰ���ݣ�ȷ����ͣ��ǰ������Щ����������������ⲿʱ��ֿ��������ڲ��Ļ�����ϸ�ļ�����������ڶ������ֵĻ��ᡢ��˼����������µİ취�ʹ��⡢����������ȷ������������ȷ��ʱ�����õ���ȷ��λ�ã������������߸������̼�¼�����������̼�¼�����Թ�С���Աʹ�ã�
���IJ����Բ�ִ�У����Ⲣ��¼�Բ�ִ�к�Ļ���ʱ�䡣�ƶ��������̼�����ϸ�����ص��ļ����ϣ��������Բ������е������У��Աȵڶ�������¼�Բ�ִ�к�Ļ���ʱ�估��ص����������
���岽��Ч���١���֤���Բ��֣������ƶ�����������Ļ��߷����������ݻ��ķ��������֣���֤��ȷ������Ч����ֱ���ﵽ�����ߵ�ʱ�䣻
������������ʵʩ������������ˮƽ��չ����Χ���µķ����ṩ��ѵ����������������ʵʩ�ڹ۲��ߣ����Ե�����չ���������ߣ�ͬʱ����������ϣ�
���߲�������ά�֣�����������������ʵ�м�أ�����ϵػ㱨���߲��ֵ�ҵ�����֡�
�ο����ף� ���������������ֲᡷ ��������� ������������������ʵս�������ʵ������ |




- ��һƪ��һ��IT�˶��豸��������ʶ
- ��һƪ��û����



̸̸���Ը����µĿ�