





ժҪ:�� Hi,�����ڿ�����������Ϊ�����͵ľ���ϵ�����µĵ�240ƪ��������һ��ֻ�п�ʼ��û�н������ọ́��ھ���·�ϣ���������һͬǰ�С� ������ ����ͼ��Control Chart���ֽй���ͼ���ǶԹ����������Խ��вⶨ����¼���������Ӷ��������Ƿ��ڿ���״̬��һ��
|
�� Hi,�����ڿ�����������Ϊ�����͵ľ���ϵ�����µĵ�240ƪ��������һ��ֻ�п�ʼ��û�н������ọ́��ھ���·�ϣ���������һͬǰ�С�
������
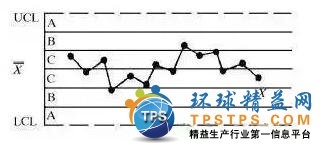
����ͼ��Control Chart���ֽй���ͼ���ǶԹ����������Խ��вⶨ����¼���������Ӷ��������Ƿ��ڿ���״̬��һ����ͳ�Ʒ�����Ƶ�ͼ��
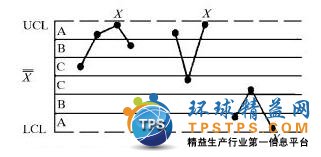
������ƽ���ں����ֱ�ߣ� �����ߣ�CL��Central Line�����Ͽ����ߣ�UCL��Upper Control Line�����¿����ߣ�LCL��Lower Control Line�� �����а�ʱ��˳���ȡ������ͳ������ֵ��������С�UCL��CL��LCLͳ��Ϊ�����ߣ�Control Line����ͨ�����ƽ����趨��±3�����λ�á�
���� ����ͼʹ��Ŀ�IJ�ͬ������ͼ�ɷ�Ϊ�������ÿ���ͼ�Ϳ����ÿ���ͼ ��
����ͳ�����ݵ����Ͳ�ͬ������ͼ�ɷ�Ϊ����������ͼ�ͼ�������ͼ�������Ƽ�����ͼ�ͼƵ����ͼ����
�����Ϳ���ͼ
ƽ�����뼫�����ͼ( -X-R Chart )
ƽ������������ͼ( -X-S Chart )
��λ���뼫�����ͼ( ~X-R Chart )
���eֵ���ƶ��������ͼ( X-Rm Chart )
����ֵ����ͼ
�����ʿ���ͼ(P chart)
����������ͼ(nP chart���ֳ� np chart �� d chart)
ȱ��������ͼ(C chart)
��λȱ��������ͼ(U chart)
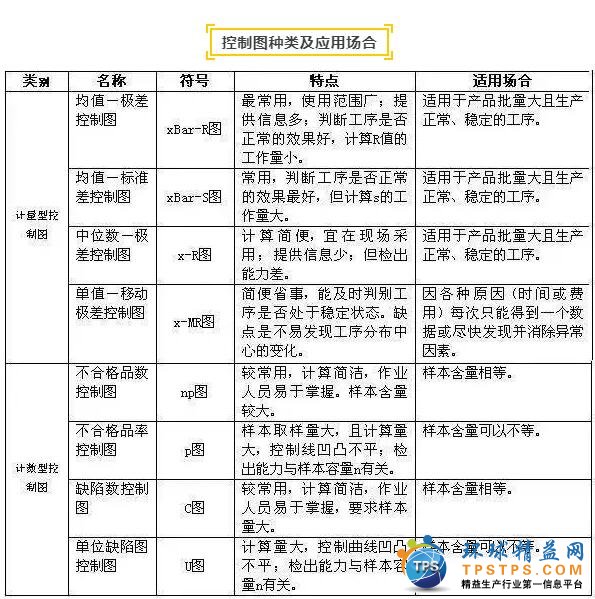 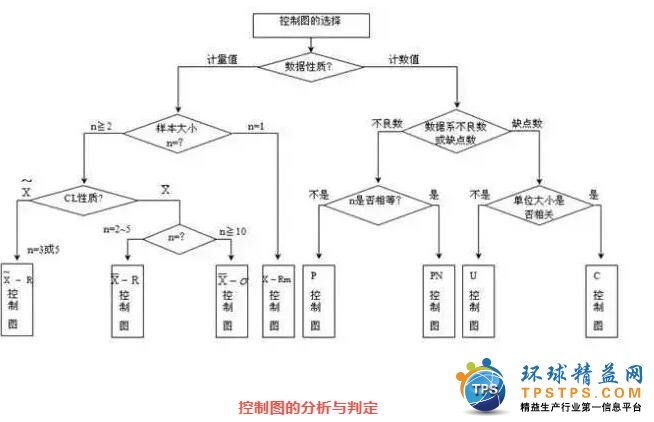
����ͼ���༰Ӧ�ó���
����ͼ�ķ������ж�
Ӧ�ÿ���ͼ��Ŀ�ģ�����Ҫ��ʱ���ֹ����г��ֵ��쳣���ж��쳣��ԭ����dz�����“С�����¼�”��Ϊ�ˣ��жϵ��������ࡣ
��һ�ࣺ����Խ�����ĸ���Ϊ0.27% ����1���ڵ�һ�ࡣ
�ڶ��ࣺ�������ڿ��ƽ����ڣ��������е���״��ȱ�ݡ���2-8���ڵڶ��ࡣ
����ͼ�˴������ھ���
2/3A ������3������2����������ͬһ���B����<��A����>��
4/5C ������5������4����������ͬһ���C�����⣩
6���� ������6�������ݼ���������һ����
8ȱC ������8�������������࣬��û��һ����C���У�
9���� ������9������������ͬһ�ࣩ
14���� ������14�����ڵ����½��棩
15ȫC ������15����C�����������£���ȫ����C����
1���� ��1������A�����⣩
▶ 2/3A ������3������2����������ͬһ���B����<��A����>��
�ж�
1�����ƹ��ϣ�
2������Ʒ���в��죻
3�������豸��֮����ͬ��
4����ͬ�Ƴ�֮���ϻ���ͬһ����ͼ�ϣ�
5����ͬƷ�ʲ��ϻ��ʹ�á�
▶ 4/5C ������5������4����������ͬһ���C�����⣩

�ж�
1�����ƹ��ϣ�
2������Ʒ�ʲ��죻
3�������豸���ı䣻
4����ͬ�Ƴ�֮���ݻ���ͬһ����ͼ��
5����ͬƷ�ʲ��ϻ��ʹ�á�
▶ 6���� ������6�������ݼ���������һ����
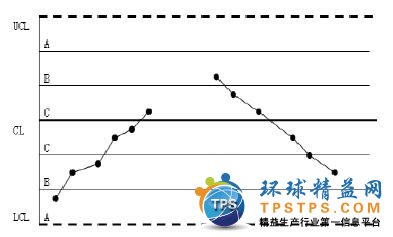
�ж�
1���豸����ĥ��
2��������ƣ��ЧӦ��
3��������֮�ۼ�ЧӦ��
4�����������ı䣻
5����������������
6��ԭ�Ͼ���Ȼ����ı䣻
7�������豸�Ѹı䡣
▶ 8ȱC ������8�������������࣬��û��һ����C���У�

�ж�
��������������ͬȺ�壬�༴���ݷֲ㲻����
▶ 9���� ������9������������ͬһ�ࣩ

�ж�
��ʾ�Ƴ�Ʒ���ѷ�������ԭ���д���ԭ��ȡ�Բߣ����o������������(�豸������������̶��ɶ�ʹ���µIJ��Ǻ�һ�µ�ԭ���ϻ��µļ���Ա������)����������ֵ����ƫ�ơ�
▶ 14���� ������14�����ڵ����½��棩
�ж�
���ݷֲ㲻����
a������ʹ����̨�豸��
b������λ����Ա�������в����������ϵͳЧӦ��
▶ 15ȫC ������15����C�����������£���ȫ����C���ڣ�

�ж�
�����dz��������⣬�����Ƴ��Ѿ������ƣ���ɱ��������ͣ������ݷֲ㲻����Ϊ�����ݡ�
▶ 1���� ��1������A�����⣩

�ж�
һ�����ڿ��ƽ����⣬��ʾ�Ƴ�Ʒ���ѷ����ǻ���ԭ���д���ԭ��ȡ�Բߣ�����������������(��R����ͼ�ȶ��������������ԭ���ϲ��ϸ���豸���ϵȡ�)���������ֵƫ�ơ�
Ŀǰ���ٽ����ѽ�������������ȷ�ࡢ����������ްࡢ����������˲�ר�����ްࡢ������������Ӧ���߹����������ްࡢ������̨���������ҵ���졢���湤���������ڵķḻ������������������ϵ��
�����ȷ�࣬ϵͳ֪ʶ��ʵս���������ʽѧϰ��Ⱥ�����湤�߰������ϵ�������ϵͳ������ѵ��Ŀ��
����������ް࣬�����ȷ�ඥ����ѧ������ϵ�����ƽ̨ϵͳ���鳤��ѵ��Ŀ��Ϊ��ҵ��ʵ�������ʵ������Ҫ�Ļ�����
����������˲�ר�����ްࡢ������������Ӧ���߹����������ް࣬����ȫ�����������Ѳ�ؾٰ죬���������ṩ����֧�֣������ɻ���
������̨����������PK������𱬣��������ң���ҵ������Ԣ��������ѧϰ����֪ʶ��������̨��������������������ҵ�Һ�����
�����ҵ���죬�����Ӵ���ҵ��ͷ�����ιھ����η���ҵ���ѧϰ�����ҵ��������������˼ά���ݡ�
���湤����������ר���ֳ��߷ã��������У���Ȱ�������ʵ��Ծ���ʹ�㣬������������
���棬�ѳ�Ϊ�ٽ����ص�������С��ҵ����Ʒ�ơ�
|
��һ��
(0)
0%
��һ��
(0)
0%
------�ָ���----------------------------



̸̸���Ը����µĿ�