





ժҪ:�߹�·������Ҫ���������Ϸ����ֹ�ע �������������������¶ȣ� ʲô�Ǽ�ֵ����ͼ ��ֵ����ͼ(Value Stream Mapping�����VSM) ��ָ��Ʒ��ԭ���������ճ�Ʒ����Ҫ�Ļ��������ֵ�ͷ���ֵ���� ��ֵ����ͼ���� ��ֵ����ͼ�Ƿ��ᆱ�����죨Lean Manufacturing
|
�߹�·������Ҫ���������Ϸ�������ע �������������������¶ȣ� 
ʲô����ֵ����ͼ 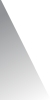
��ֵ����ͼ����
��ֵ����ͼ�Ƿ��ᆱ�����죨Lean Manufacturing������ϵͳ����µ�һ������������������Ϣ���������ߡ������þ�������Ĺ��ߺͼ�����������ҵ����;����������̡���ֵ����ͼ��Ŀ����Ϊ�˱�ʶ�ͼ������������е��˷����˷������ﱻ����Ϊ���ܹ�Ϊ�ն˲�Ʒ�ṩ��ֵ���κλ������������˵�����������������ٵġ��˷���������VSM������Ϊ������Ա������ʦ������������Ա�����̹滮��Ա����Ӧ���Լ��˿ͷ����˷���Ѱ���˷���Դ����㡣�������˵��VSM����һ�ͨ���ߡ����ǣ�VSM����������ս�Թ��ߡ����������ߡ� VSMͨ�������������������е���������Ϣ�������ﵽ��������Ŀ�ġ���ԭ���Ϲ�������һ����VSM�Ϳ�ʼ�����ˣ����ᴩ������������������̡����裬 ֱ���ն˲�Ʒ�뿪�ִ��� ��������������е�����ʱ��������ʱ�䡢����Ʒ�����ԭ������������Ϣ���������������ġ�ͼ�¼������������ǰ���̵Ļ״̬���������ڶ��������̽���ָ�����������뻯����չ�� VSMͨ�������ԡ���ǰ״̬���͡�δ��״̬������״̬����ġ�� �Ӷ���Ϊ��������ս�ԵĻ����� 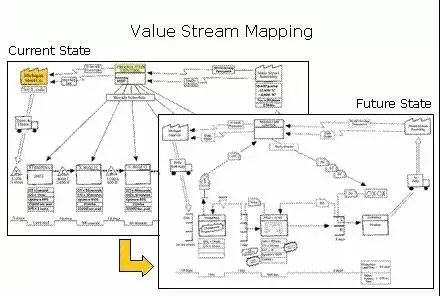
��ֵ����ͼ����ʷ
1980��������﹫˾����ϯ����ʦTaiichi Ohno��sensei Shigeo Shingo��������ȥ�������˷��ķ�������ȡ�������ƣ����ǵ���Ҫ���������������Ч�ʣ�������߲�Ʒ������ ֮������ô��������Ϊ������Ϊ����Ч�ʵ���߽������ھ������죬�Ӷ��ܹ���¶��ϵͳ�е������˷�������������⡣��ˣ����˷����ⷢ���ϵͳ�Թ���Ҳ���Ƕ�������������ԭ��չ�������� �Ը����ԵĹ�������չ�������� ��������ϵͳ���϶������ֳ����˷�������������ΪJones�ı������� ����������ʣ�����ڱ�Ҫ���ٶȣ��� �����ȴ��� �����������̣� ��������Ҫ���ж��� ������Ʒ���������� ��ֵ����ͼ�����ֹ���
�������̻ͼ��Process Activity Mapping���� ��Դ�� ��ҵ���̡� ������Ӧ����Ӧ����Supply Chain Response Matrix���� ��Դ��ʱ����������ѧ�� ��������������©����Production Variety Funnel���� ��Դ�� ��Ӫ������ ������������ͼ��Quality Filter Mapping���� ������������ͼ��Demand Amplification Mapping���� ��Դ�� ϵͳ����ѧ�� �������ߵ������Decision Point Analysis���� ��Դ�� ��Ч�����߷�Ӧ/����ѧ�� ���������ṹͼ��Physical Structure Mapping���� ��ֵ����ͼ���Ƶ�����
1.���������ǿ�����Ʒ�����˽���Ϣ�� 2.���������Ƿ����˷� 3.��ֵ����ͼ������������ϵ��ѵ�Ļ��� 4.������ÿ�����˽���״��δ��Ը�� ��ֵ����ͼ��������ּ
VSM��������ּ��������¶���ڵ��˷����⣬�������ų��˷���ֻ��ʶ�������⣬�����������ܶ��Ϥ������������֮���Ի�����һ������⣬����Ϊ����û���ҵ�����㡣��ˣ�Ҫ������ҵ��֯���������е��˷����⣬����Ҫ��ʶ�˷��� 1��ʲô���˷� ��JIT ������ʽ�У��˷��ĺ�����ͨ����˵���˷��������𡣶���JIT���������dz������Ӳ�Ʒ��ֵ�����Ա���������������ϡ��豸�����������غ�ʱ��IJ��ֶ����˷�����ˣ��˷���������ָ��������ֵ�Ļ��������������Դ�������������١����Ļ�����У�������ҵ����ˮƽ������ߣ���������С���Ľ����Dz����½��ġ� ��ֵ����ͼ������ע�İ˴��˷�����������/ �������˷��������ӹ����˷����������˷����������˷���������˷����������/������˷����ȴ����˷��Լ��������˷�����Щ�˷�������JIT������ʽ��Υ���ġ��˴��˷�����������VSM֮������ģ��Է���Ϊ��������ҵ����20����60������������һ������У��������˷�ֱ���ϸ�����90����������õ����ǵ����ӡ� 
�����������������۵���Ŀ��ȡ��
�����������������۵� �����������������۵�֮һ�Ǵ�����ֵ���Ѳ�������ֵ��ȴռ����ҵ��Դ��ҵ���鱨�����̻��ڡ�ʵ�����̻���ȫ��ɾ����ͨ������ظ���ͣ������ȥ�������⣬ʹ�ù������̵���ֵ�����ˣ�����JITҪ����ֵΪ��ע���㿪չ���»�� ����������������һ�����۵�������ʱ�䡣����ʱ����Ǵ��г�������ʼ��һֱ�������ƻ��ƶ����ɹ��ƻ��ƶ�����������֯���ִ��Լ���������ͳ�Ʒ������ȫ������L/T�����̣��Ӷ����ͳɱ�����߷�Ӧ�ٶȡ���ˣ�Ӧ�ڲ�������ԴͶ�������£���������Ϣ/��ҵʱ��Ϊ���������۵㣬Ѱ�ҿ������ҵ��������İ취��ʼ�հ�����L/T��Ϊ���������������� ��������������Ŀ��ȡ�� ��������������Ŀ��ȡ�������ø��ߵ�Ŀ�������ɡ���ͼ1-4 ��ʾ���ֱ�������������ע��������֯����ʱ�估��ֵ���Ϊ������������꣬�ɼ����ɵ����̵���ֵ��ıȽϸߡ�������֯���̵�ʱ��Ƚϳ����������̵�������֯ʱ������ֵ��Ķ��кܴ��������������������Ҫ��������������δ�����ֵ������ʱ�䡣��ˣ����������Ӧ�Դ���ָ����ҵ���ճ���Ӫ����ʱ��̡����С���´�ʱ����̡���ĸ�С��Ϊ�����Ĺ���Ŀ�ꡣ 
��ͼ����������������Ŀ��ȡ�� ��ֵ����ͼ����������
���̲�Ʒ������������Ѹ����Ӧ�г������Ĺؼ�������ֵ����ͼ��VSM���������������˽��Ʒ������������Ч���ߡ�VSM ��Value Stream Mapping����ֵ����ͼ����������������20����90������ڵ���������һ����ϵͳ������Ϣ(�鱨)���̡�ʵ�����̵ķ����� ��ֵ����ͼ��VSM�����������������̣� ��һ������Ϣ���鱨�����̣������г����ӵ��ͻ��������г���Ԥ��ͻ���������ʼ����ʹ֮��ɲɹ��ƻ��������ƻ��Ĺ��̣� �ڶ�����ʵ�����̣����ӹ�Ӧ�̹�Ӧԭ������ʼ�����������졢��Ʒ��⡢��Ʒ���⣬ֱ����Ʒ�ʹ�ͻ����еĹ��̡����⣬ʵ�������л�������Ʒ�ļ��顢ͣ�ŵȻ��ڡ� ��ҵ�ڽ�����ֵ����ͼ��VSM������ʱ������Ҫ��ѡ�����͵IJ�Ʒ��Ϊ�����������Ķ��Ӷ����Ƴ���Ϣ���鱨�����̺�ʵ�����̵���״ͼ��Ȼ����״ͼ����Ϣ���鱨����ʵ�����̵�����״��ͼ��Ƚϣ����ֵ�ǰ��֯���������д��ڵ�����㣬����������������Ľ���ʩ�� ��ֵ����ͼ��������
����һ:��ֵ����ͼ�������� 2002��11��ij��ҵ���ƽ�JIT�����ʱ���ܾ�������ָʾ��Ҫ����ȫ��˾�ڿ�չȫԱ�������������Զ��г��仯�������ٷ�Ӧ��������ҵ�����IJ�Ʒ����dz��࣬���Ҵ������Ʒ�������������̴�ͬС�죬Ϊ�ˣ���ҵ������������ѡ����һ�����Ͳ�Ʒ���з���������ͼ��ʾ�����۽������������ࡢ������������һ�������ѡ��������з��������������������������ԣ����ھ����Ե��飬��֤����Ҳ�Ƚ����ס� 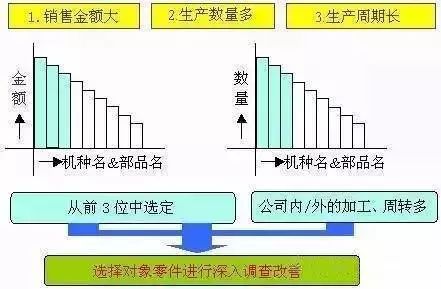
���������������ϸ�ĵ�����֣���������Ļ�������Ϊ��P/O ÿ��4�Σ�������ÿ��Լ14000Pcs��ÿ�½���3���������ղ���Լ3600Pcs��ÿ���ͻ����Ρ������Ա�ݴ˻�������ҵ����Ϣ���鱨�����̺�ʵ�����̵���״ͼ�����9ҳͼ��ʾ������״ͼ�д��������ϲ��ֿ��Կ������ͻ�����۵ķֹ�˾������������۷ֹ�˾����E-mail�������ʽ�������ڵ���ҹ����������ӵ�������������ʱ���ƶ������ƻ����ֻ�������ֱ������ҹ�Ӧ�̷���ԭ���ϲɹ�������������Ϣ��L/T��8��ʱ�䣬������ϵ���L/T����60 �졣 ���� ��״ͼ�д��������²���Ϊʵ��������ǰ3��5 ���ԭ����ú��ڹ����Ķ�����¥�п�ʼ��֯������������ɺ���Ʒ�ʹ����ƿ�ʼ���飬ͣ��1���������ؽ��а�װ���ڰ�װ������ͣ��ʮ����Сʱ����װ��ɺ�Ʒ�ʹ�����ÿ��6Сʱ���һ�Σ�Ȼ�������װ����װ��ɺ�����Ʒ�ʹ����ƽ���ȷ����ȷ����ij�Ʒ�ڿⷿ�з���14���ʼ����������ʵ����L/T����������Ҫ23��28���ʱ�䡣 �����������Ϣ���鱨������ʵ����������״�������ͼ��ʾ��������״��ͼ�п��Կ������ӵ�����������ֻ��Ҫ����2��ʱ��Ϳ��γ������ƻ������������״̬�£�ֻ��Ҫ����6���ʱ�伴�����ʵ��������ˣ������Ͽ�ʼ������ҹ�����Ƶ��������Ϣ��L/TΪ2�죬�����ʵ����L/TΪ6.05�졣 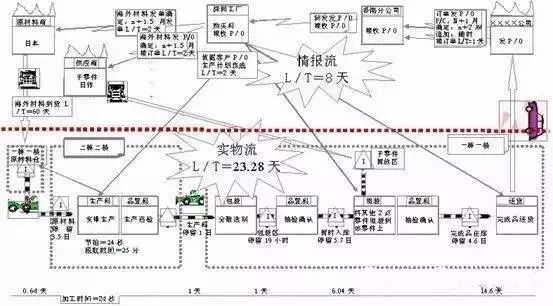
�� 
���� ͨ����Ϣ���鱨�����̺�ʵ�����̵���״ͼ������״��ͼ�ıȽϣ���ҹ�����֯��Ա��չ�����ҵ����ۣ�ͨ�����۷��ֺܶ�����㣺��һ����Ϣ��ͨ����۷ֹ�˾��ת�����ڳ����ɱ��ߣ��ڶ���ԭ���϶���ʱ����Ҫ60�죬�ӻ�����ת�ٶȣ��������ڲ�Ʒ���������У�����L/Tʱ�䳤���м���ڿ���̫���ظ��İ��ͺ�ͣ�ٷdz��ࣻ���ġ���Ʒ���ڿ���̫��ʱ�䳤��14.6�졣 ��¶�����������ƶ�������Ӧ������Ŀ�꣬��ʼ���ֽ�����⡣ͨ���ӽ����������ȡ���������Ʒ����λ�õ���������������ȫ��L/T�������ҵ���������Ŀ�꣺�鱨����L/T��ԭ����8������Ϊ4�죬���Ͻ���L/T��60������Ϊ30�죬����L/T��23.28������Ϊ11.8�죬����Ʒ�������15184��/������Ϊ7592��/�¡� ������:��ֵ����ͼ�������� ��ͳ�ƣ�ij��ҵ��������ƽ����Ҫ9 ���ʱ�䡣��ҹ�˾�ӵ�ij����������Ϣ�������������£��ͻ��´�������6��13�����۲����������еǼǣ�����ʼ��ͬ�������ڲ����ŵľ������6�� 18�ղ���ɲ�������ͬһ�콫��ͬת���������������������ݲ�Ʒ�ļ���Ҫ��淶����ȷ������д������6��19�պ�ͬת���ɹ������ɹ�������������������ȳɱ�ָ������ɹ�����������˾���ܾ���������6��22�յõ�����7��1�ո�����õ������ƻ������������������̻���������19��ʱ�䣬�ȿͻ�Ҫ��ij���ʱ��������10�졣 �������ҵ����Ϣ���������̿��Է��ֺܶ�����㣺��һ����Ϣ���ڴ���ʽ���ڲ�����û�����֮ǰ���������ź���֪�飬��Ԥ�����������ڶ�����Ʒ�ļ�����BOM�����������嵥��Ҫ��û�����ݿ⣬ÿ�ζ����ظ���д���������κ�һ�����ž�������,��Ϣ�Ͷ��������ģ�������Ϣ��ʱ�䳤���������ƻ���ȷ������������֯��ʱ���̣���˾���Ҫ���ϡ����Ʒ��ǰ����������㽻���� Ϊ��������Ϣ������ʱ�䣬��ҹ�˾��ȡ��һЩ��Ч��������������һ�������пͻ�����Ʒ���б��룬��Ʒʵ��������������ߴ硢���ʵȼ���Ҫ���ƶ���������BOM�����������嵥�����ɱ����ڶ��������ؼ��������ݿ⡣ ����ͼ��ʾ��ͨ������������֮���ͻ��´����������۲���ֻ��Ҫ�����Ʒ�ı��룬���ܹ������ݿ��л�����е������Ϣ������Ҫ���Ҽ������š�����ͻ��Բ�Ʒ����µ�Ҫ�������ͨ���������ŶԸò�Ʒ���±��룬�����������ĵ������۲���ͨ����Ʒ����Ϳɻ���������������������ϾͿ����������ƻ��Լ���ϸ��ԭ���ϲɹ����������������Ĵ�����������Ϣ���Ĵ���ʱ�������Ҫ2�죡 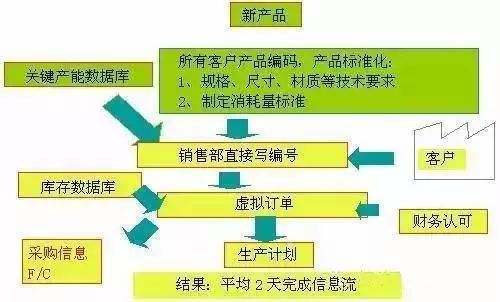
�ɴ˿ɼ�����ҵ��Ҫ����һ����ݵ���Ϣ��������ҵ���ر��ӵĶ�����ų������þ�����Ϣ��ָ��ʵ��������ˣ���Ҫ��ʶ����һ�������������������ҵ����ʱ��ÿ���˶�����ϰ����������ϰ���������˶��죬������ͳһһ�£��ڶ�����Ϣ������������������ij������Ȩ�������������ʧ�ܵĿ�ʼ�����������ơ����ű��� ��������췽ʽ�õ���ȷ����Ϣ����������Ϣ�� ��������JIT������ҵ����Ҫ�ġ� 1 END 1 ��Ҷ��ڿ��� ����ȡ�������ķ����ڲ�Ʒ����ϵPPT��С��צ���ַ��ˣ� ����ȡ���°�����ϵ�����������ҵһ���õõ��� ���콻���棿.����Щ������������������ �ӿ�Ƶ�NB���������Ҳ���Կ��ҡ��� �����������������������ܼ��ű����� ͬ���������գ���һ���Ľ�֣����ܾ����� ����û�뵽������ͼ���㶨������ ����ŷ��֣�֮ǰ�����Ķ��Ǽ�Ԥ�� Ԥ�����ͳͳ���£�֧���������ü� ��������������������Ҳ���Ӱ࣡ �Ҳ£����������Ҫ�ij������ߣ� ��ʱ���ˣ��ü����ػ���Ӧ���� �������������̥���ǣ������� �Ҳ������ǣ� �����������С���� �� ÿ��ͬ���������֪ʶ����棡 
��עС���ά�� ��������������С�� ����ɨ���ע �����л�������Ⱥ��˵ ����N����������Ⱥ��Ŷ 

������Դ ���� �����Ű棺Ʒ���������������� ��ʽΪԭ����ת����ע���� ��������������ϵ����ת�أ���Ȩ��ԭ�������С���ת�����²������������ں���ͬ��۵�Ͷ�����ʵ�Ը��𡣵���ת���ڶ࣬��ȷ������ԭʼ���ߣ��ʽ�����ת����Դ�����漰��Ʒ��Ȩ���⣬�뼰ʱ��ϵ���ǣ����ǽ�ɾ�������Ա�֤����Ȩ�棡 �� �� �� ��ע�������������������Իظ� 1-10 �������֣������¹ؼ��ʣ��鿴����ר�⡣ ��ҵ4.0��CPK��PPK��SPC��ͳ�ƹ��̿��ƣ�����ͼ��������ͼ����ߣ�APQP��PPAP���������Ľ�����������������������ɱ���QCM��������MSA��QSB��8D������ͼ�����ͼ��ISO����������������������ϵ�����������飻��⣻ʳƷ��ȫ��ʳƷ���ϣ�HACCP��QC�ߴ��ַ�����QC�ߴ��� ������QC�ߴ��ַ��������ƶȴ�ȫ��������ȫ��IPQC���Ƴ�Ʒ�ܣ����ϣ����ϣ�QA��QC��QFD��FMEA��ERP��PDCA��ֱͨ�ʣ��������㣻������ʩ��ʵ����ƣ��������������������������������������������ֳ�����������������5S��6S����Ӧ������Ӧ�̣�SQE����Ʒ�֣�С������JIT��ʱ��������ʽ�������������ʽ����������ɿ��ԣ��� ���Է�����������֤������µϣ���������ɯ����;audit���µ��أ����ࣻ���ǣ���ˣ���������Ч����������Ϊ����ڷ�������ȱ�ݣ�QCС�飻���������������������¹����죻�ձ����죻�й����죻�������죻�������飻�������̣��������ˣ�����ҵ���ܣ��������죻SPC�ʴ𣻳���SPC���⡭�� ��������������������ҳ�Ի���������������Ȥ�Ĺؼ������� Cpk��SPC����������������������SQE�ȵȹؼ��ʡ�ϵͳ���Զ������ظ�Ŷ�� ӯ�������� ȫ����������������� �쵼�ߡ� ���ǿ���� ��ҵ��ѡ����Ԥ����λ ����ϵͳ�� �ر��Ƽ� �绰��010-65699909 ��ַ��www.infinityqs.cn ɨ���ά�룬�������ȫ���һ��SPC���� ӯ�����ޣ������������������һ���� �� �����������ٿƣ�ϲ�������ǵ�ÿ�Ŷ�� |


- ��һƪ�������������ƶ�
- ��һƪ��û����



̸̸���Ը����µĿ�