





ժҪ:һ�������ֳ����˷� �� ���������Ӽ�ֵ�ļӹ�����������������Ϊ�ͼƻ��� �� ���ܳ�Ϊ��Ʒ�IJ��ϡ���������������Э������Ʒ�� �� ������Ʒ�����Ա�Ҫ�����������豸��ԭ���ϡ��㲿������(����ʱ��)����κζ��� �� ����ҵ���˷���ʽ�� ������ν��Ͱ�
|
�� ������������ֵ���ӹ�����������������Ϊ�ͼƻ��� �� ���ܳ�Ϊ��Ʒ�IJ��ϡ���������������Э������Ʒ�� �� ������Ʒ�����Ա�Ҫ�����������豸��ԭ���ϡ��㲿������(����ʱ��)����κζ��� �� 
����ҵ���˷���ʽ�� 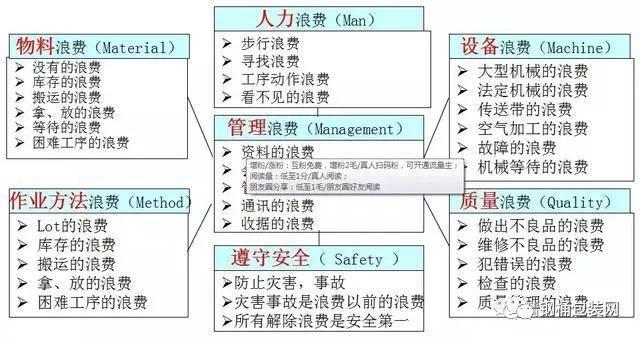
��������ҵʱ�б�Ҫ��������������������������ֵ�������˷��� 
1��������ʽ �������˷����ֽ�����ְ������á��ѻ����ƶ����������������˷��� 2��ԭ�� 3���Բ�
4��ע���
������ 

�ص���ֱ���͵��������� Ʒ����ֻ����������Ҫ��Ʒ�� �������������ã��ܾ���Ʒ�ͷ��� ����������� ʱ�������粻�� ���������ɰ�װ����Ŀ֪������������ �ȴ��˷�����ʱ����������ɲ�����ֵ����� �ȴ����� �ȴ��豸������ ��װ����ƽ�� 1��������ʽ �Զ����������У���Ա�ġ����ӡ��ȴ� ��ҵ��ʵ�Ȳ������ȴ� �豸���ϡ����ϲ������ȴ� �������Ų�������Ա�ȴ� ���¹����δ�ܽӺ���ɵĹ������ȴ� 2��ԭ�� �����߲��ò������������� �豸���á��������� �����ƻ����Ų��� ��������������ƽ�� ����δ��ʱ��λ �������Ƶ������� Ʒ�ʲ��� ������ҵ������ 3���Բ� �������������� ��Ʒ�����á�һ�������� �����ʩ �Զ������豸������ǿ ʵʩĿ�ӹ��� ��ǿ���Ͽ��� 4��ע��� �Զ�����Ҫ������Ա ���輰ʱ�� �������������� 

1��������ʽ 2��ԭ��
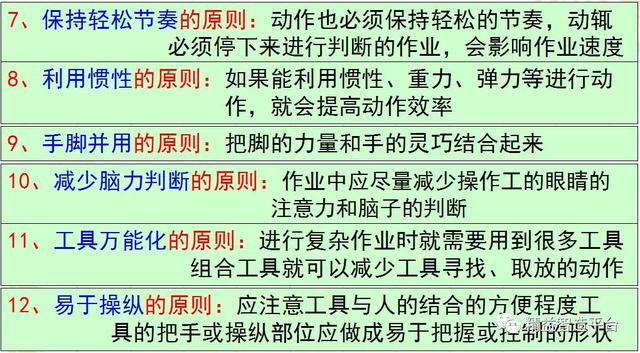
3���Բ� 4��ע��� 5���������õ�12��ԭ�� 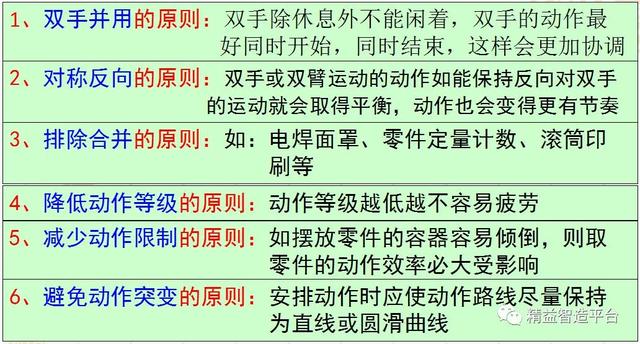
�˵���Ϊʧ�������Բߣ� 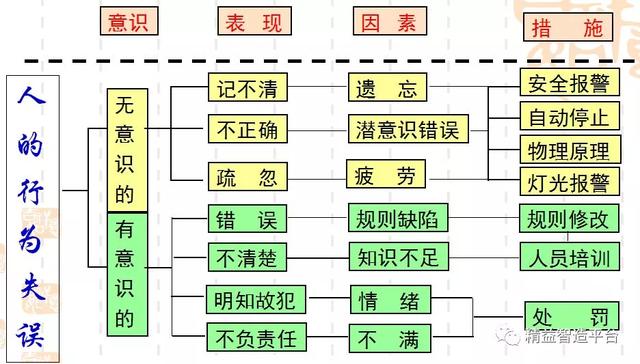
���� 
�ӹ��˷�����������ơ��ӹ�����������ӹ��ϵ��˷� 1��������ʽ ���ӹ�ʱ������Ҫ���ϵľ�������ɵ��˷� �崲��ҵ���ظ�����ģ������Ҫ������ ���ĵ��ǣ��ƿ���ҵ���˷� ���չ������������ 2��ԭ�� ����˳����ֵIJ��㡣 ��ҵ���ݼ��ֵIJ��㡣 ���߲��á� ԭ����δ��� 3���Բ� Ʒ�ʱ�֤�ȵ�ȷ�� ���̼��ֵ��ʺϻ� ��ҵ���ݵ������� ������������Ʒ�ʲ������˷��� ���첻��Ʒ����ʧ���˷���Խ����ʧԽ�� 1��������ʽ
2��ԭ��
3���Բ�
4��ע���
�ߡ������������������˷� 1��������ʽ �������� ��Ʒ��ѹ��ɲ������� �ʽ���ת�ʵ� ���ϡ��������ȡ�� Ӱ��ƻ����Լ�����ϵͳ����Ӧ���� 2��ԭ�� ��Ա��ʣ �豸�ڶ���ʣ �����˷��� ҵ������Ԥ������ �����ƻ���ͳ�ƴ��� 3���Բ� �˿�Ϊ���ĵĵ�������ϵͳ ����������һ���������� ���������Ĺ᳹ ���ٻ���ģ ���˻�����ҵ��ʽ ���������� 4��ע��� �����ٶȿ첢������Ч�ʸ� �豸��������һ������û�ɱ� ����ҵ��Ա�������Ǵ�����Ա���� �Ǹ�����������Ч�ʵ�Ӧ����Ա ��������ɵ���������Ʒ����ɵ�����������������ɵ���������˷��� 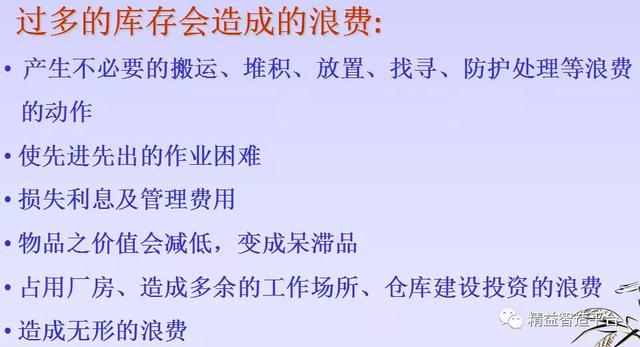
1��������ʽ 2��ԭ��
3���Բ� 4��ע��� 
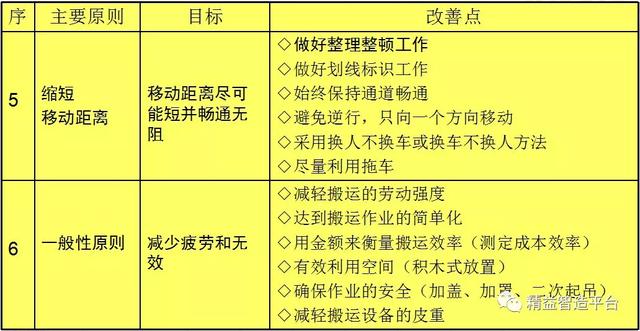
�š������ȷ���ֲ������˷��� 1����η����˷� �����ߴ��˷��ĵ��������ڶ��ֳ����е�죬�ҳ��˷������������������ 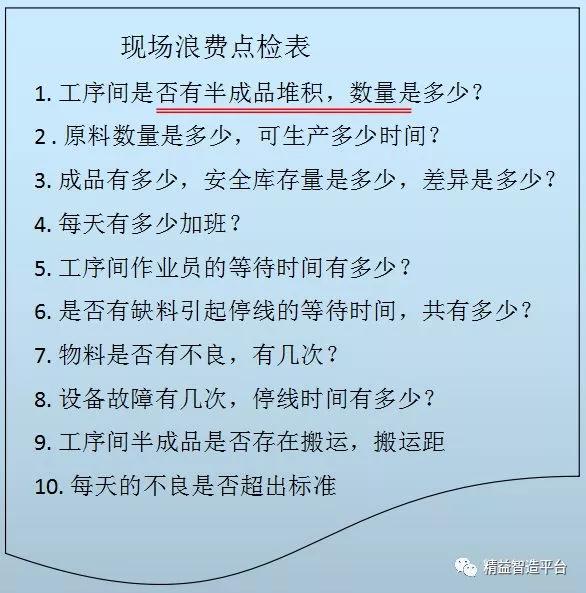
��ԭ�� 1.A.����״�� �����������ݡ�����������5W2H�������� 1.B.������ʵ ���㲿����ȷ�Ͻ����ԭ��������������� �����ĸ��㲿����Ʒ��״�� 2.A.����ԭ�� �����������Why���ķ��� 2.B.����ԭ�� ������;���������������顢Why Why���� 3.�ʵ��ĶԲ� �Բ����ݡ�Ч��Ԥ�⡢PPA 4.ȷ��Ч�� ȷ�϶Բߵ�ʵ��Ч�� 5.��Դͷ�ķ��� ��Ҫ��ʵ�����ơ���֯������������ 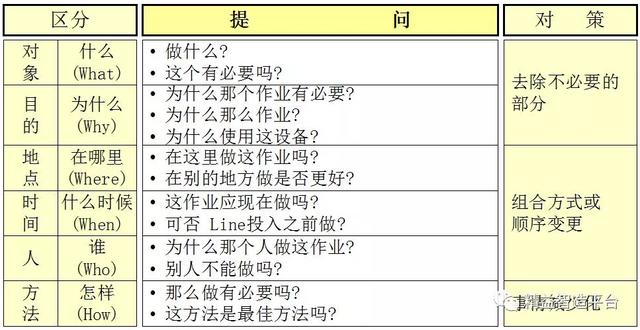
4���˷�������(5S) 5���˷����� Point 10 6���γ�һ���������������� ��һ������������ָ��ë��Ͷ���Ʒ���������������ӹ����̣����ʼ�մ��ڲ�ͣ�͡����ѻ�������Խ��������һ��һ�������������������� �� ÿ�������ӹ���һ���Ƽ�������������һ���� �� ����������Ʒ������������ǰ�����װ�������� �� �Ƽ����˶�����ϡ�����Խ������أ� �� ���������鹤������������Ϊһ�壻 �� ֻ�кϸ�IJ�Ʒ���������µ��������� |
- ��һƪ�������ֳ�7���˷ѵIJ���ԭ�����������
- ��һƪ��û����



̸̸���Ը����µĿ�