





ժҪ:IE�ߴ��ַ����˴��˷ѡ�ָ����ʲô�� IE�ߴ��ַ������������ʱ�������������������ˮ�߷������ڶ����������Ϸ��������������� ������õ�IE�ߴ��ַ�Ϊ�������������ķ������̷������巨���˻�����˫�ַ��ͳ������� �˴��˷ѷֱ��ǣ��������������˷ѣ���
|
IE�ߴ��ַ����˴��˷���ָ����ʲô�� IE�ߴ��ַ������������ʱ�������������������ˮ�߷������ڶ����������Ϸ��������������� ������õ�IE�ߴ��ַ�Ϊ�������������ķ������̷������巨���˻�����˫�ַ��ͳ������� �˴��˷��ֱ��ǣ��������������˷��������ӹ����˷����������˷����������˷���������˷����������/������˷����ȴ����˷��������˷��� 01�ߴ��ַ� 
1. ����������������Ҫ̽����α����������飬ʹ������һ�ξ������ܹ�ʵ�֡��������ֳƷ�������������������Ϊ��ֹ�ޱ����������¡�Ҳ����˵�����ޱ�����Ҳ���������µ���Ʒ���������ÿһ���˶������ԡ���Ҫ����Ҳ�����ܣ���Ϊ��ͬ��״�����Ų���ȥ�� 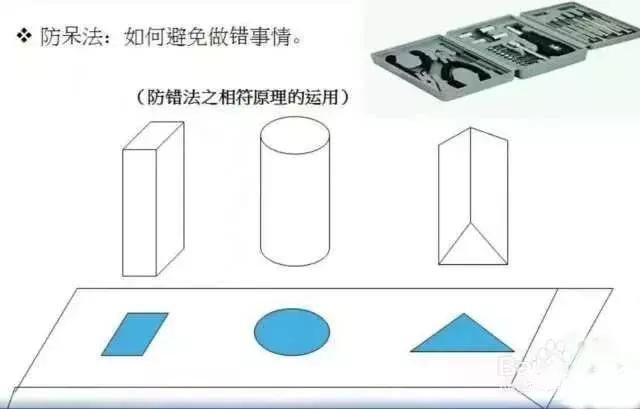
2.���巨 ���������ʵļ���������������Ĺ��롣������ʱ���Խ���5W1H���������ʡ� ������ǰ���Ƿ�������,������������ȫ���ڻ��ɵ�̬�ȡ�Ȼ�����ɲ��ǽ�����ͳ�ij���˼ά��Ӧ��ϵͳ�ġ�ѭ���ģ��������о���ķ������û�в���ϵͳ���ļ��ɣ�������©��ijЩֵ��ȥ�����ĵط���5W1H��һ����Ѱ����֮��Դ��Ѱ��ϵͳ�������ʼ��ɡ�����5W1H�ķ����������ʣ���ô��������������Ҫ�����ݣ�������Щ���ʵĴ��л�á� 
3.���ķ��� �������������ķ�ʽ������ƣ��ʹ������Ϊ���ʡ� ����Ч�ʣ���Ҫ���ɡ� 4.˫�ַ��� �о�����˫���ڹ���ʱ�Ĺ���,���Է����������֮�ط��� 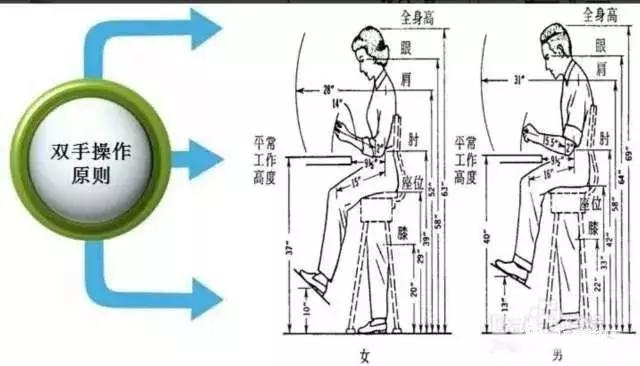
5.�˻����� �о�̽�ֲ�����Ա����������Ĺ��̣����Է������������֮�ط��� 6.��鷨�� ���ų����۲�ķ�����Ѹ����Ч���˽���������� 7.���̷��� �о�̽�ֲ�����Ա����������Ĺ��̣����Է�����������ĵط����о�̽��ǣ�浽������ͬ����վ��ص��������ϵ�����Է�����������ĵط��� 
02 �˴��˷� 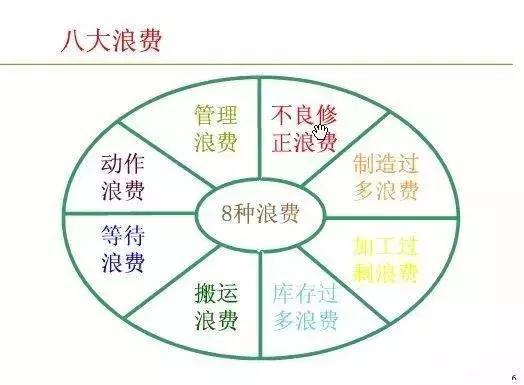
1���������������˷� ��ν�������������˷���ָ�������ڹ����ڳ��ֲ���Ʒ����Ҫ���д��õ�ʱ�䡢�����������ϵ��˷����Լ��ɴ���ɵ������ʧ�������˷�������������ϵ���ʧ������Ʒ��ɷ�Ʒ���豸����Ա��ʱ����ʧ����������������Ӽ�����ʧ����ʱ��Ҫ���۴�����Ʒ���������ڵ�����������¹����������½��� �ӹ����˷�Ҳ�й����ӹ����˷�����Ҫ�������㺬�壺��һ�Ƕ�����ӹ����־�ȷ���ӹ�������ʵ���ӹ����ȹ��������Դ�˷����ڶ�����Ҫ�������ҵʱ������豸�����������õ硢��ѹ���͵���Դ���˷��������ټ��Ϲ����Ĺ�ʱ�� �������˷������ںܶ���ҵ���������ж����ڣ������������˷���Ҫ������12�֣����ֿ��С����ֿ��С���ҵ����ͻȻֹͣ����ҵ�������������ֽ��������й��ࡢת���ĽǶ�̫���ƶ��б任��״̬�����������ɡ��챳���������������Լ��ظ������Ͳ���Ҫ�������ȣ���Щ�������˷������ʱ��������ϵIJ���Ҫ���ġ� ��JIT�ĽǶ�������������һ�ֲ�����������ֵ������������������ֵ�Ĺ����������˷����������˷��������Ϊ���á��ѻ����ƶ������е������˷����ɴ˶�������Ʒ�ƶ�����ռ���˷���ʱ����˷����������ߵ�ռ�õȲ�������� ����Ŀǰ�в�����ҵ��������Ϊ�����DZ�Ҫ�ģ������˷ѡ���ˣ��ܶ��˶������˷��Ӷ���������̸����ȥ��������Ҳ��һЩ��ҵ���ô��ʹ�����������ķ�ʽ�������˹���������������ʵ�����ǻ���Ǯ�����ٹ������������ģ�ʵ���ϲ�û���ų������������˷ѡ� 5��������˷� ���չ�ȥ�Ĺ������������Ϊ�����Ȼ�Dz��õĶ�������ȴ�DZ�Ҫ�ġ�JIT�Ĺ۵���Ϊ�������û�б�Ҫ�ģ�������Ϊ��������֮Դ����ͼ����������ܶ࣬�����ϡ�����Ʒ��ȱ�ڡ����ͣ���ƻ�������ʱ�������Ʒ�ʲ�һ�¡�������ƽ�������ȫ���ڸ�ס�ˡ� ���磬��Щ��ҵ�����߳��ֹ��ϣ����ͣ����ͣ�ߣ�������������������ڶϻ��������ͽ��������ͣ����ͣ�ߵ������ڸ�ס�ˣ������˹��ϵ��ų������������������ܽ��������⳹�ױ�¶��ˮƽ�棬�����ܹ��ؽ����Щ����˷ѡ� 6���������������˷� ����������磬��ǰ�õ����������ã�����û�кô����������������ȴ����������˷ѣ�ʧȥ�˳��������Ļ��ᡣ��Щ��ҵ�������������Ƚ�ǿ��Ϊ�˲��˷��������������ж�����������������Ʒ��ʹ����Ʒ���ڱ�̡��ռ����������������ѻ����˷ѡ����⣬����������磬������Ӵ�����������Ϣ�������ӣ����ɱ���������˱�ֵ�ķ��ա� 7���ȴ����˷� ��������ԭ�Ϲ�Ӧ�жϡ���ҵ��ƽ��������ƻ����Ų�����ԭ����ɵ����¿������ȴ�������Ϊ�ȴ����˷ѡ��������ϲ�ͬƷ��֮����л������������������֣��Ʊ�����ȴ����˷ѣ�ÿ��Ĺ������䶯���ȹ�����ʱ��æ����ʱ�����Ա���豸���ò��ã����εĹ���������⣬�������ι������¿��������⣬���������ݲ���������Ĵ��ڣ�Ҳ������ȴ��˷ѵ���Ҫԭ�� 8���������˷� �����˷�ָ�������ⷢ���Ժ�����Ա�Ų�ȡ��Ӧ�ĶԲ������в��ȶ������Ķ����˷ѡ������˷����������ȹ�������λ����ɵ����⣬��ѧ�Ĺ���Ӧ���Ǿ����൱��Ԥ���ԣ��к����Ĺ滮������������ƽ������м�ǿ���������ƺͷ����������Ϳ����ںܴ�̶��ϼ��ٹ����˷�����ķ����� 03 �˴��˷��������� ����˴��˷ѵĶԲߣ� 1�����쿴�ü��˷ѵ��ֳ�������5s�� 3��������������������ʽ�涨�������̻�ָ������ 4���淶��ҵ����ȷ��ʶ��ҵ���� 5�������Ӿ������ַ� 6������ECRS�ַ����� |
- ��һƪ��PPT�ɻ�������ʽ�������� -����˾��桿��־��470��
- ��һƪ��û����



̸̸���Ը����µĿ�