





ժҪ:01 Ϊʲô���о��������� ��ҵ����ʽ�� �ۼ�=�ɱ� ���ƻ�����ʱ�� �ۼ�-�ɱ�=�����г�����ʱ�� 02 ʲô�Ǿ��������� ������ʽ��չ��ʷ�� �����������壺����������lean production )��������ʡ����ѧԺ��λ���������ƻ���֯��IMPV����ר�Ҷ��ձ�����
|
01 ��ҵ����ʽ�� �ۼ�=�ɱ� ���ƻ�����ʱ�� �ۼ�-�ɱ�=�����г�����ʱ�� 02 ������ʽ��չ��ʷ�� 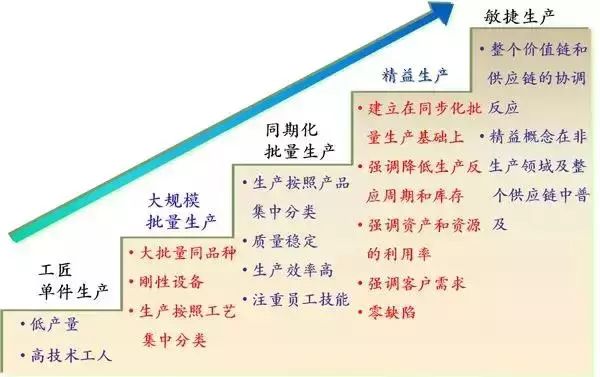 �����������壺����������lean production )��������ʡ����ѧԺ��λ���������ƻ���֯��IMPV����ר�Ҷ��ձ�“����������ʽ”������֮�ơ� �����ٶ�������Ͷ����������Ҫ�أ�ֻ���ʵ���ʱ��������Ҫ�������г�����Ʒ�����µ��������Ʒ���� ���棺�����еľ�Ӫ�����Ҫ������Ч�����о����� ���������ǵ�ǰ��ҵ�繫����ѵ�һ������ϵͳ�� ��������Ŀ�꣺ ���������ƾ���������ֹ����“�߸��� ” ��“��”ת����ʱ�˷�(��Ʒ�ֻ�������) ��“��”���(�������) ��“��”�˷�(ȫ��ɱ�����) ��“��”����(��Ʒ��) ��“��”����(�����ת��) ��“��”ͣ��(���ٷ�Ӧ���̽���) ��“��”�ֺ�(��ȫ��һ�� 03 ��ʶ�� ��ȡ���ϰ��߲�����֧�֣�������ѵ����˲ιۡ�������Ա��֧�֣����ơ�Ѱ����Ŀ��Ա ��֯���ϣ� ������ߣ�����/��Ӫ/ִ�в㣩��“��α”���棻��ƽ��Ч������ϵ���������� �ƻ���Ŀ�꣺ ������Ŀ�꣺Ч�����50%����潵��80%��������������80%��һ����ͨ�������40%������ʱ�����60%�� ��֤��Ŀ�����ε�ִ��������Ŀ��չ��ʱ���ϰ��߲㹵ͨ����Ŀ��Ա֮�估ʱ��ͨ����֤��Ϣ���� ��PDCAѭ����Ҫ���������5W1H��5WHY�������籩…… ���������� 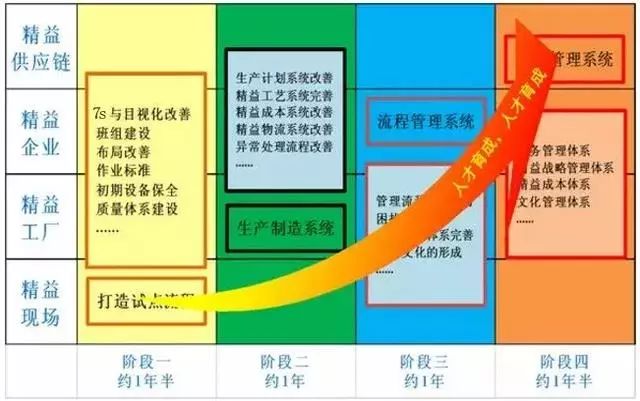 04 �������ࣺ 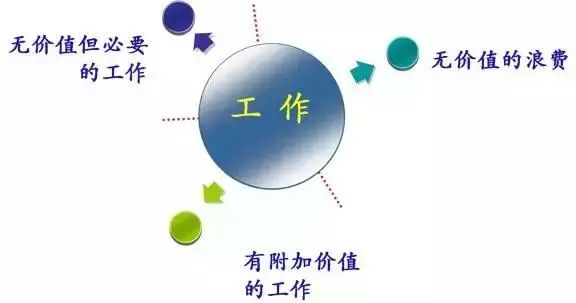 �˷ѣ�������������ֵ�Ĺ��������� ��ʹ�ù�����ֵ���ɻ��ѵ�ʱ�䣬��Դ������������С�Ľ��ޡ� �ߴ��˷ѣ� 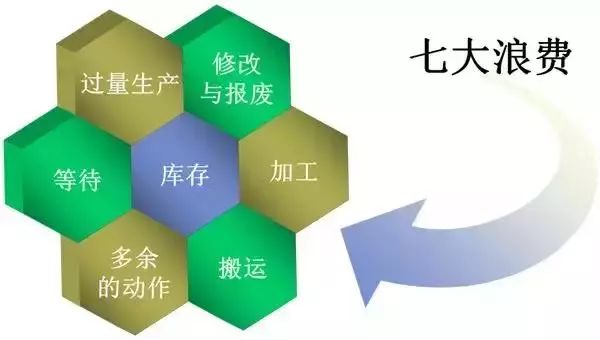 1���ߴ��˷�--���������� �������������������ͻ�(���µ�����)������������Լ��������� ��������������ʽ�� 1.�������� 2.��桢����Ʒ���� 3.��Ʒ��ѹ 4.�ʽ���ת�ʵ� 5.���ϡ��������ȡ�� 6.Ӱ��ƻ����Լ�����ϵͳ����Ӧ���� ԭ�� ����Ա��ʣ�� ���豸��ʣ�� �������˷Ѵ� ��ҵ��Ԥ����� �������ƻ���ȷ �Բ� a.�����˿�Ϊ���ĵĵ�������ϵͳ b.ʵ������������ c.���ٻ��� d.ʵʩ�������������� e.���⻯���� 2���ߴ��˷�--�������� ԭ�� ��Ʒ����ʶ������ �ڱ���ҵǷȱ�� ����Ա���ܵͣ� ��Ʒ�ʵ����ô��� ���豸��ģ����ɵIJ�������Ʒ���ƶȲ����� �Բ� a.���Ʒ����ʶ������“����”Ʒ�ʱ�֤ b.����������ҵ�ƶ� c.����������ģʽ d.������������ e.�豸��ģ�߶��ڱ��� f.����7S�ƶ� 3���ߴ��˷�--�ȴ� ԭ�� �������߲��ò������������ң� ���豸���á����������� �������� �����Ų����� �ܹ�������������ƽ�⣻ �ݲ���δ��ʱ��λ�� �������Ƶ������ࣻ ��Ʒ�ʲ��� �Բ� a.���þ��⻯��������ƽ�⣩ b.���������� c.�Զ������豸������ǿ d.�����豸 e.ʵʩĿ�ӹ��� f.��ǿ���Ͽ��� 4���ߴ��˷�--���� ԭ�� �����������ò����� ��δ���⻯������ �����Ʒ�������� �������ƻ����Ų��� �Բ� a.�������沼�� b.���������� 5���ߴ��˷�--���� 12�ֶ����ϵ��˷� 1.���ֿ��е��˷ѣ� 2.���ֿ��е��˷ѣ� 3.��ҵ����ֹͣ���˷�; 4.��ҵ����̫����˷�; 5.�õĶ���������˷�; 6.���е��˷�; 7.ת���Ƕ�̫����˷�; 8.����֮��û����Ϻõ��˷�; 9.���˽���ҵ���ɵ��˷�; 10.�챳�������˷�; 11.�����������˷�; 12.�ظ��������˷ѡ� ԭ�� ����ҵ�������ò��� ������ѵ�� ���趨����ҵ�������� �Բ� a.һ����������ʽ�ı�� b.������U������ c.����ҵ֮��ʵ d.��������ԭ��Ĺ᳹ e.��ǿ������ѵ�붯��ѵ�� 6���ߴ��˷�--�ӹ� ԭ�� �ٹ���˳����ֲ��� ����ҵ�����빤�ռ��ֲ��� ��ģ���ξ߲��� �ܱ��������� �ݲ���δ���� �Բ� a.������������� b.��ҵ���ݵ����� c.�ξ߸��Ƽ��Զ��� d.����ҵ�Ĺ᳹ 7���ߴ��˷�--��� ����Ŀ�����ɵ��˷ѣ� ��������Ҫ�İ��ˡ��ѻ������á���Ѱ�������������˷ѵĶ�����ʹ�Ƚ��ȳ�����ҵ���ѣ���ʧ��Ϣ���������ã���Ʒ֮��ֵ����ͣ���ɴ���Ʒ��ռ�ó�������ɶ���Ĺ����������ֿ⽨��Ͷ�ʵ��˷ѣ�������ε��˷ѡ� ����Ŀ������ص�����㣺 û�й����Ľ��ŸУ��谭���ƵĻ��Ի����豸��������Ա��������У��Գ���������жϴ�����ƷƷ�ʱ��Ŀ����ԣ����׳��ִ������ϡ� ԭ�� ���ӿ��Ϊ��Ȼ ���豸���ò������豸������ �۴��������������Ӽڶ� ����������,������Ʒδ��ʱ���� ���������� ���ƻ����� �߿ͻ�������Ϣδ�˽���� �Բ� a.�����ʶ�ĸĸ� b.U���豸���� c.���⻯���� d.�������̵���˳�� e.��������Ĺ᳹ f.���ٻ���ģ g.�����ƻ����ǿ������ 05 6S���壺 ������Ҫ�벻Ҫ��һ��һ���� ��������ѧ���֣�ȡ�ÿ�ݣ� ��ɨ��������������������� ������ྻ�������᳹���ף� �������γ��ƶȣ�����ϰ�ߣ� ��ȫ�������¹ʣ���֤��ȫ�� 1.������ �������ֳ���������Ʒ����Ϊ����Ʒ������Ʒ���������õ��������������Ķ����������ڳ��ռ䣬�ռ���ã���ֹ���ã�������ˬ�Ĺ��������� 2.���٣� ���پ��ǰ�Ҫ�õĶ���������ķ�ʽ�źã���ʹ��Ҷ���һĿ��Ȼ������һ�����ֹ�����¹ʵķ�������һ��������������ν��Ѱ���˷ѡ� 3.��ɨ�� ��ɨ�dz����Լ��Ĺ����������ܴ�ɨ�ɾ��� ��ɨ��Ŀ��Ϊ�� �������������ȾԴ�� �����ͻ����豸�Ĺ����ʣ� ��ʵʩ������Ա���������ƶȼ�ά�������� ����ɨ����������豸�ڶ��ʡ� 4.��ࣺ ������ɨ�ijɹ���ʹ�Լ�������Ĺ����������豸���ָɾ������۹���״̬�� �����������۹����ҳ��ȵĻ����豸����Ʒ�����跨������ȾԴ�� �����ά�����������١���ɨ 3S ֮�ɹ��� 5.������ ʹȫ����Ա�������ر����涨��ϰ�ߡ� ������ҵ�ڲ���Ա���������������ھ�ҵ����ְ����������ʣ��������ҹ��������ҿ��Ƶ�ϰ�ߡ� 6.��ȫ�� ����������ų����飬Ԥ���¹ʵķ����� Ŀ���DZ���Ա����������ȫ����֤������������ȫ�����Ľ��У�ͬʱ������ȫ�¹ʶ������ľ�����ʧ�� 6S�ô��� ����������쳣������ ��ɼ������������� ����������ֻ� ��ѶϢ�ܿ��ٶ�����ȷ�Ĵ��� ��Ԥ������ �������ҵ������  (���α༭����������) |
- ��һƪ�����������������Ʒ���
- ��һƪ�������������ȫ



̸̸���Ը����µĿ�