





ժҪ:һ����ҵ��Ա--�����������Ķ��� ������ҵ��Ա��ҵʱ���������תʱ��֮��Ĺ�ϵ�ķ�����֮Ϊ����ҵ��Ա--���������������ڻ����ӹ���ҵ�һ����ҵ��Ա����̨����������£���ҵ��Ա�ڷ���һ̨����ʱ��ijһ̨�������ܲ������桱���������еĻ���������

һ����ҵ��Ա--�����������Ķ���������ҵ��Ա��ҵʱ���������תʱ��֮��Ĺ�ϵ�ķ�����֮Ϊ����ҵ��Ա--���������������ڻ����ӹ���ҵ�һ����ҵ��Ա����̨����������£���ҵ��Ա�ڷ���һ̨����ʱ��ijһ̨�������ܲ������桱���������еĻ���������תʱ����ҵ��Ա���ܲ�������������������������£�ͨ��������ҵ��Ա�ͻ�������ת״̬��������ҵ��Ա�ͻ����ġ��桱������������������β����ģ���������Щ����������ͼ�ﵽ���¹�Ч�� 1������������������еĻ���̨������ 2��ʹ����̨�����Ӻ�����ʹÿһ����ҵ��Ա�ĸ��ɴﵽ���ȣ��ʵ����ӻ���̨����������ҵ��Ա�����ȣ��� 3�����ٻ���������ȷ���涨���������� ��ʱ����ͬ��ҵ��Ա���������һ��������ҵ��Ա����ҵ����Ҫ�����о�����ų������������Ƿdz���Ҫ�ġ����⣬ͨ������о���ҵ��Ա���4�ĺ������ã���������ҵʱ����ų���ҵ�еġ��桱�͡���������������һ��ҲҪ�μ����ġ� ������ҵ��Ա--�����������IJ���Ϊ�˵�����ҵ��Ա�ͻ�������ת״̬��ԭ���Ϻ�����ҵ��Ա�������������һ��������ҵ���ݷ�����һ���ģ�������ҵʱ�����ͨ������ҵ��Ա--�������������������о�����������������ͨ�����µ�������������һ����˳����˵����ҵ��Ա--���������IJ��衣 ���������� ��ҵ��Ա��ӵ��A, B��̨���������dz�æ�����»����������桱������ͨ��������������˻������桱�����Ӷ�����˻�����ת�ʡ� ����1������Ԥ��������������ǹ�����λ��ͨ���������й����ϵȵ���������״�����豸״�����������֡��������̵�ʵ����������У�����ҵ��Ա�ͻ�����ʵ�鼰��ҵ���ݵĵ���������ֳ����С�������ҵ��Ա������������Ż�������ͼ����������ֳ����ŷdz��õ�Ч�������⣬��Ҫ����ҵ��Ա�ļ���ˮƽ�������̶ȡ������������������ܵȽ��е��飬Ŭ���������е�����㡣 Ҫ��һ��ʹ����Ŀ����廯������Ҫ��һ����������ʣ�������ÿ����ҵ��Ա�Ļ���̨����ʹ��ҵ����ʡ������Ҫ���ٻ��������ȣ���Щ��Ҫ����˾���й���Ա������������ȷ����������ʱ������һ�������Ŀ���Ƿdz���Ҫ�ġ�����������У����ٻ������桱���������������ת����������Ŀ�ꡣ ����2����һ��������ҵ�ķ������ǰ���ҵ��Ա�ͻ������Էֳɲ�ͬ��������ҵ���ݣ�������ҵ��Ա������������з�����������������ͼ��������������ͼ��ͼ1��ʾ�� 
ͼ1 ������ͼ ����3��ʹʱ��ﵽһ����������ҵ��Ա�����ͬʱ��ҵ���ҳ�Ӧ��ʹ���߱���ʱ��һ�µĵط������ǽ�����2��ͼ1ˮƽ�滻��ʹ֮����ͬʱ��ҵ������ˡ�ͼ2����ʾ�� 
ͼ2 ��ҵ������ͼˮƽ�滻 ����4������������ʱ�����ò���3�������������ʱ�䣬��ʱ��Ҫ��ͬʱ��ҵ����ҵʱ�䱣��һ���Ƿdz���Ҫ�ġ� ����5��������ҵ��Ա--��������ͼ����������������Ϲ�������Ǻű�ʾ����������ʱ������״��ʾ����ʹ֮��ʱ���ϱ���һ�£����ͼ��������ҵ��Ա--��������ͼ�������н���ѯһ��רע������������������������������ѵ����Ŀ�����Ĺ������ʹ�˾�����������Ƶġ���ҵ��Ա--��������ͼ�����硰ͼ3����ʾ�� 
ͼ3 ��ҵ��Ա--��������ͼ�� ����6����������������������������1��ҵ��Ա--��������ͳ�Ʊ������������� 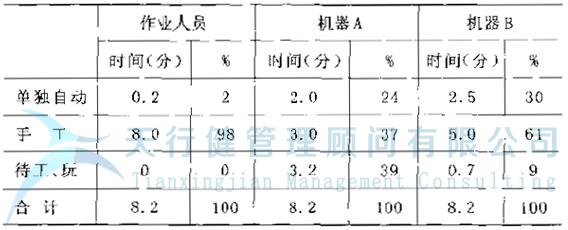
��1 ��ҵ��Ա--��������ͳ�Ʊ� ����7�����������������ο�����2��ҵ��Ա--��������������Ŀ�ꡱ�����о����ۣ��ƶ����������� 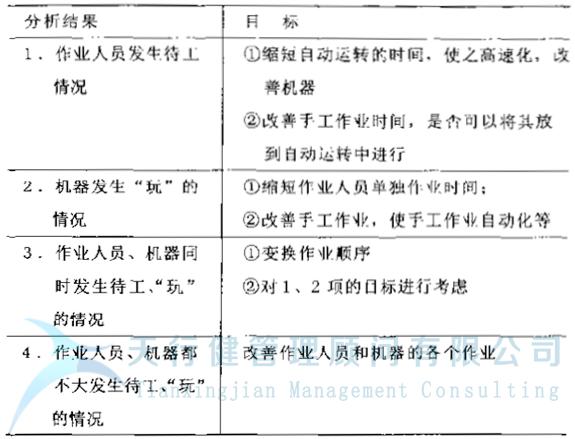
��2 ��ҵ��Ա--��������������Ŀ�� ����һ�����У�ͨ������2�����ǿ�������ط�����ҵ��Ա���Ǵ��������ɹ���״̬��û��һ����Ϣ����Ͼʱ�䣬������A, B�������ˡ��桱�������ر��ǻ���A�ġ��桱��ʱ��ܶࣻ���⣬�ֹ���ҵ�࣬�ر��ǻ���B�е��ֹ���ҵ���ࡣ ���ǰ��ص���ڻ���A��B�е��ֹ�����ʱ����ϣ��������ʱ��������������ģ���ͨ���������ּоߣ�ʹ����B���ֹ�����ʱ��ͻ���A����һ�£������ȡ�óɹ��� ���ڴ���������������ҵ��Ա--��������ͼ���硰ͼ4����ʾ�����⣬����ǰ��IJ����硰��3��ҵ��Ա--������������ǰ��Ƚϱ�����ʾ�� 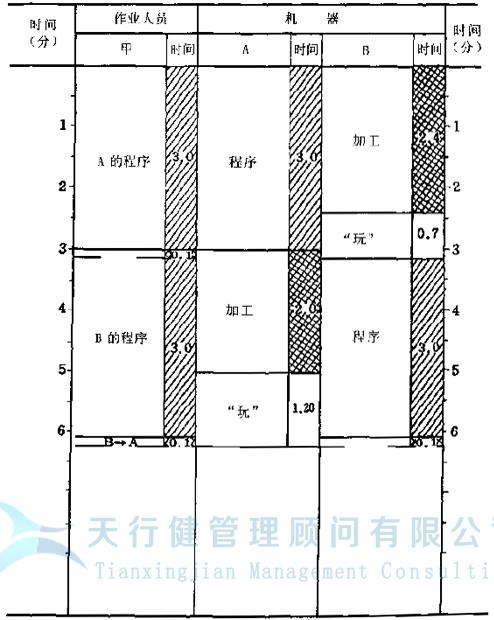
ͼ4 ��ҵ��Ա--���������������������� 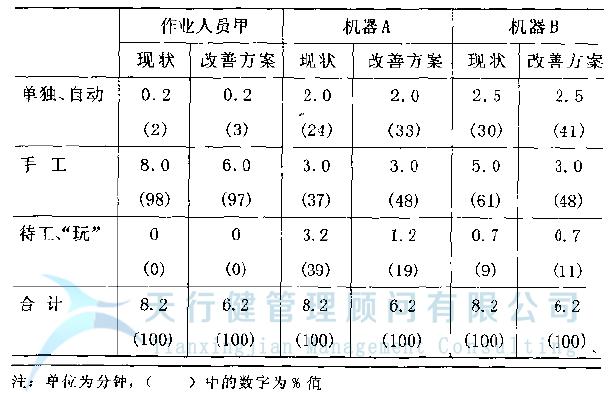
��3 ��ҵ��Ա--������������ǰ��Ƚϱ� �����ǣ�����ҵʱ�䣨һ����ҵ���ڵ�ʱ�䣩��ԭ����8.2��������Ϊ6.2���ӣ�����A�� B���桱��ʱ����ʸ��Ա仯Ϊ39%��19%,9%��11%����ת�ʻ���A�仯Ϊ24%��33%������B�仯Ϊ30%��41%��������Ϊ8.2��6.2��100��132������32%�� ����8������������ʵʩ�취���������ȷ������������Ч�����͵ý���һ������������ʵʩ������ʵ����ҵЧ�����Կ����ۡ� ����һ�����У�����һ����ҵ����ʱ��������2���ӣ���������Ҳ��Լ30%�����ӣ����ǣ�Ӧ�ÿ�����ҵ���������ڡ��桱���������IJ���ʱ����࣬��ˣ�Ӧ�ý�һ������������ ����9�������������������ȷ�����������ﵽ��Ԥ��Ŀ�ģ���ʹ��һ���������������ٻص�ԭ������ҵ��ʽ��ȥ����Ҫ��ʶ���ⷽ����������õģ����ǻ�����������أ�����Ҫʱ��ӵ��һ���������۵��ġ������ǡ�����������ģ���ֹ���ġ��� 
|
- ��һƪ�����豸������˾����ϵ���䡰����Ϸ���ٺ�г��ͬЭ�������Ѽ���Ԫ
- ��һƪ��û����



̸̸���Ը����µĿ�