





ժҪ:����|����ΰ ��Դ|���浳 ȫ���ܼ�2419�֣����Ķ�8���ӣ�����Ϊ���ģ� 01 ʲô��SMED SMEDͨ������Ϊ�����ٻ�ģ���������ٻ��͡����������л����ȵȣ�ȫ���ǡ�Single Minute Exchange of Die���� SMED����50���������Դ���ձ������������ط������ڷ��չ��
|
����|����ΰ ��Դ|���浳 ȫ���ܼ�2419�֣����Ķ�8���ӣ�����Ϊ���ģ� 01 ʲô��SMED SMEDͨ������Ϊ�����ٻ�ģ���������ٻ��͡����������л����ȵȣ�ȫ���ǡ�Single Minute Exchange of Die���� SMED����50���������Դ���ձ������������ط������ڷ��չ�����ģ�Single����˼��С��10����(Minutes) �����ʹ�����������쳧���Դﵽ���ٵ�ģ���л�(Exchange of Die) ������������IJ�Ʒ�л�ʱ����4Сʱ����Ϊ3���ӡ� 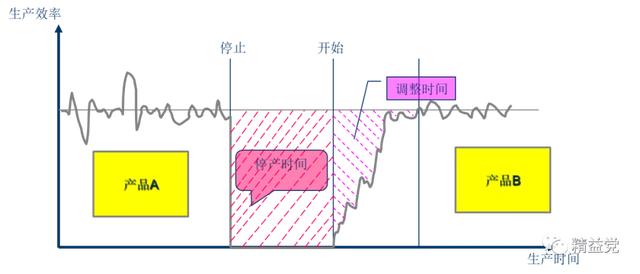
02 ΪʲôҪʵʩSMED ��ģʱ��ļ��ټ���ͣ��ʱ��͵���ʱ��ļ��٣���ζ������Ч�ʵ�������OEE��ߣ�ͬʱ����������Ʒ�֡�С���������������������������ԣ�����Ҫ����������������ͻ�Ҫ���ʽ���Ҫѹ�ڶ��������ϡ� С���������������ٴ�����Ʒ���ϵķ��ա���Ҳ����������ҵ���������ٻ�ģ��ԭ�����ڡ� ����������ͨ��һ���İ�����ֱ�۸���һ�����ٻ�ģ�ĺô��� ��һ������������������Ϊ100��, ���ڵĻ�ģʱ��Ϊ3��Сʱ, ÿ����һ����Ʒ��ʱ��Ϊ1���ӣ���Ʒ�ۼ�Ϊ2Ԫ/����ÿСʱ�Ĺ�ʱ�ɱ�Ϊ48Ԫ�� ������������������Ƕ��٣� ����dz��� 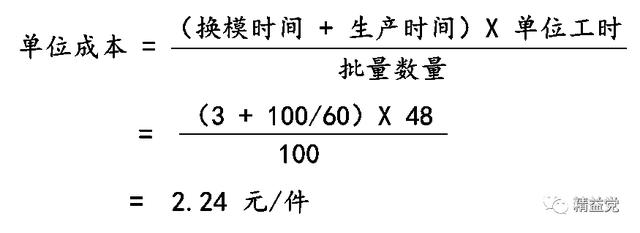
�����Ļ������Ƿ��֣�ÿ����1����Ʒ���Ϳ���0.24Ԫ�� ��ô�������ˣ����ӯ���� ��ͳ�Ľ�������������������Ĵ�С�����ǰ�������100�����ӵ�1000�����ټ���һ�µ�λ�ɱ��� 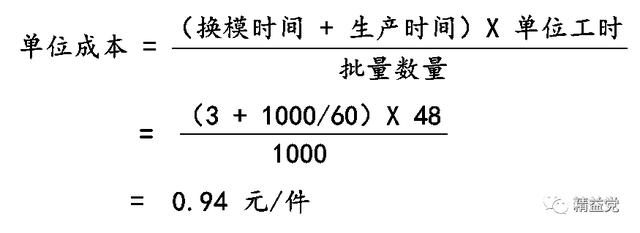
��λ�ɱ�һ���Ӿʹ�2.24Ԫ/�����͵�0.94Ԫ/��������1.06Ԫ/���� ���ǣ��������900����ƽ���������0.16Ԫ/����������Щ���ռ���˴����ʽ𣬲�������ɱ��� ��һ���棬�����п�����˶�����������������Ŀͻ��Ľ�����, �����ƻ����Ÿ����ѡ� ������������һ�¾����������������ٻ�ģʱ�䣬��3Сʱ/�μ��ٵ�20����/�Σ��ټ���һ�µ�λ�ɱ��� 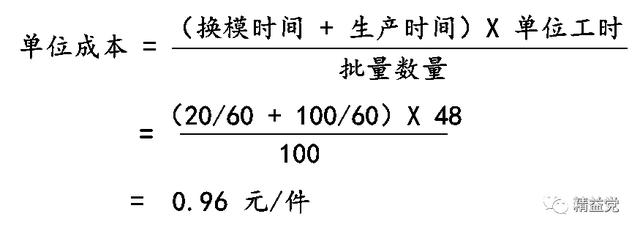
��λ�ɱ�����57%������1.04Ԫ/����û�в�������������������ͻ��������������������� 03 ���ʵʩSMED �˽���SMED���ٻ�ģ�ĺô�����������˵һ�����ٻ�ģ������IJ��衣�������������ٻ�ģ�������Ϊ����裺 ��һ������ȡ��ǰ��ģ���̵�ȫ����Ϣ �ڶ����������ڲ���ҵ���ⲿ��ҵ �����������ڲ���ҵת��Ϊ�ⲿ��ҵ ���IJ��������ڡ��ⲿ��ҵʱ�� ���岽��������ģ���� SMED����������������ܣ�Kaizen Event����ģʽ��չ�������������ܣ����Ǻ����ٿ�ר��˵������ ���ȣ�����Ҫ�齨һ֧�����Ŷӣ���Ա�����豸����ʦ�����չ���ʦ�������ֳ��Ĺ�����������������Ա�� ��Ȼ������Ҫһλ��ϤSMED�����۵ľ����쵼�� �����쵼������һ���������������ʼǰ��ѵ�Ŷӳ�ԱSMED��֪ʶ�����Ǵ��졢������ָ���Ŷӳ�Ա����������������SMED�ķ������з��������� ��һ������ȡ��ǰ��ģ���̵�ȫ����Ϣ ��������ģ����������ع����ֹ��ֲ��裬������ʱ���Ⱥ�˳�������һһ���г����� �����ȶԻ�ģ���̽���¼������������©ijЩϸ�ںͲ��裬ͬʱҲ���������ʱ��ͳ�ƺ����۷�������Ȼ���ڻ�ģ�ֳ����в鿴��ģ�⡢����Ƚ��м�¼Ҳ�DZ�Ҫ�ġ� �������Ƽ�һ�ֻ�ģ���̵ij��ַ�ʽ������ͼ�� ���dz�֮Ϊ����ģ����ͼ����һƬ��ֽ����һ����ģ�����ÿһ���������ʱ�䣬������軹�����ƶ����ȴ�����Ҫ���ƶ����롢�ƶ�ʱ�䡢�ȴ�ʱ�����Ϣһ������������ ���ճ�����һ��װ��һ��ǽ�ϣ�С���Ա���Էdz�����Ľ����ġ����ơ����ۡ���¼��ͳ�Ƶȡ� 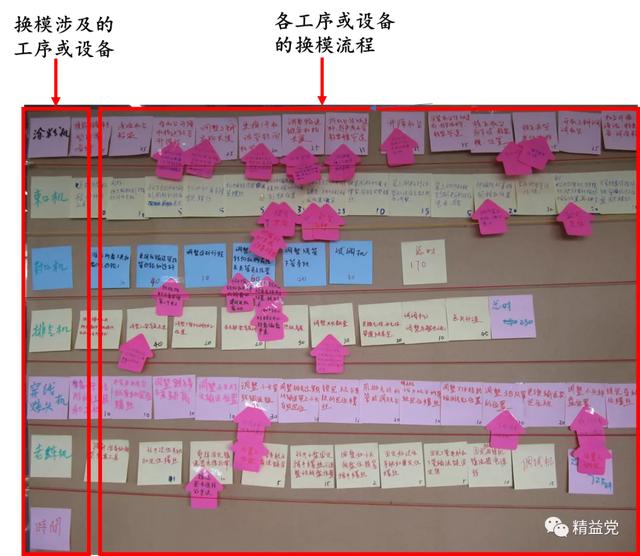
���������á�SMED���ٻ�ģ��¼�����������һ���衣ʵ�ʻ�пɸ���ϰ��ѡ��ʹ�á� 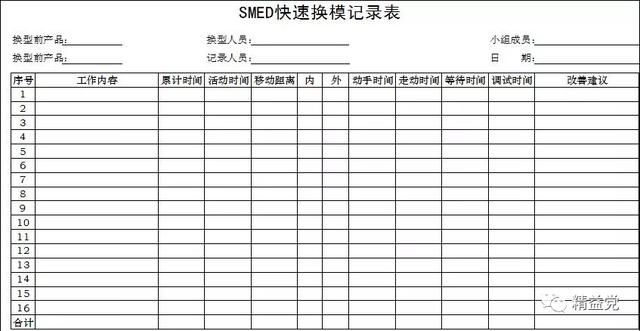
�ڶ����������ڲ���ҵ���ⲿ��ҵ ��ν�ڲ���ҵ�����ڻ�̨ͣ��ʱ���е���ҵ����ν�ⲿ��ҵ�����ڻ�̨����ʱ���е���ҵ�� ��һ������ǰ����������壬�ԡ���ģ����ͼ����ÿһ������ֽ�����м��������ڲ���ҵ���ⲿ��ҵ���������ֽ�ϡ� ���������ֲ�ͬ�ļķ�������ǣ�����ԲȦ�����ǡ��������ǾͿ���ͳ�Ƴ�ÿһ�����ܵĻ�ģʱ����ڡ��ⲿ��ģʱ�䡣 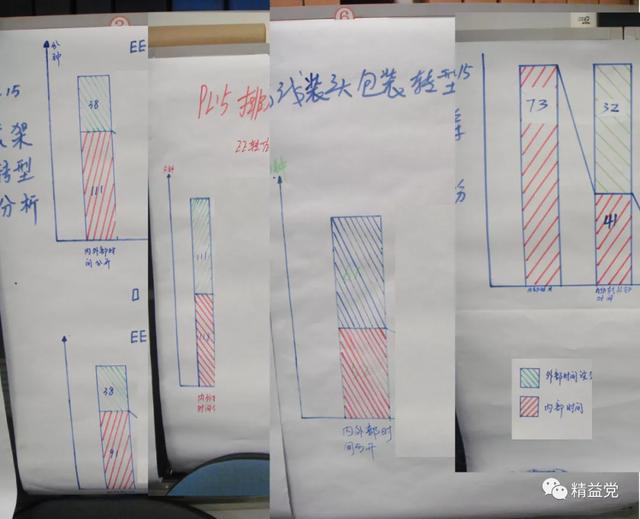
�����������ڲ���ҵת��Ϊ�ⲿ��ҵ ��ʵ���ܶ���ҵ�ǿ����ڻ�̨����ʱ���еģ���ʵ����ȴ��ͣ��ʱ���С���Ҫ�ǻ�ģǰ���������� ����һ����������Ҫ�������˽�ÿһ���ڲ���ҵ����ʵĿ�ĺ����ã�Ȼ����İ�����۹�ȥ�۲죬�ʣ��������һ��Ҫͣ�����ܽ����� ����Ѱ�ɽ��ڲ���ҵת��Ϊ�ⲿ��ҵ�����;�������磺��װ�о������㲿��������ҵָ���������������ߡ���ҵ̨���ȡ� ��ȡ����ģ�ߣ������ģ�ߣ�ȡ���Բ������Ȼ�ڲ���Ҫͣ��ʱ����,����һЩ��ģ���йص�Ԥ�����������磺Ԥװ�䡢Ԥ�趨��Ԥ��ࡢԤ�ȵȵȡ� ���IJ��������ڡ��ⲿ��ҵʱ�� ��һ�����Ż����ԴӼ������������������С� ������Ѱ�������ķ����˼·�кܶ࣬������ʵ���ľ����Ͽ���ECRS��һ����֮��Ч��˼·����ȡ�����ϲ������š���Ҳ���Ƕ�ÿһת�Ͳ�����˼���ܷ�ȡ�����������ȡ�����Ǿ�һ�˰��ˣ�һ����λ�� �����ȡ��,���Կ����Ƿ���Ժ�������������ϲ�ִ�У�һ�β���ʵ���������ϵ�Ч���� ȡ�����ϲ��Ժ�ͨ���ı乤������ʹ�������Ⱥ�˳��������ϣ��Դﵽ����������Ŀ�ġ� ���磬ǰ����ĶԻ����ֵ������Ļ�Ϊ�ŵ������������ֳ������豸λ�õĵ����ȣ� ����ȡ�����ϲ�������֮���ٶԸ��������һ��������ķ����о���ʹ���з��������ؼ�������ȵ�������ҵʱ�䡣 



ʵ�������٣����弼���ϲ�ͬ��ҵ����ͬ�豸�ο����岻�ؼ���Ѱ��������˼·���Խ���� ������ECRS�ܵ�ָ��˼·�£������ھ���������ϻ�����˼������ԭ�� 1���ֶ������� 2��ʹ��ר�ù��� 3�������ܼ�����˿ 4����Ҫȡ����˨����˿ 5�����ٻ�ȡ�����ߣ���Ҫʱ����Я�� 6���Զ�����ģ 7��Ⱥ�鼼����ͨ�ù��� 8���ֳ�5S ��һ����Ҫ˵���ǹ����ϡ� ��Ҫ���ǻ�ģ�ŶӵĽ����� ��ģ�Ŷ������ڽ�����Ч��Э���ͷֹ�����ģ������������IJ��й�������ͬʱ�����������Ŷ�1 1>2�����ã����Dz���Эͬ����Ҫע����ǰ���кù�ͨ����ȷ�ֹ����������������������Ҫ������ֲ�����©�� ���岽��������ģ���� ���ٻ�ģ�����ijɹ�Ҫͨ�������̶����������Ա��֣�Ҳ�dz��������Ļ����� 1����ģʱ����� 
2����ģ�ƻ��� 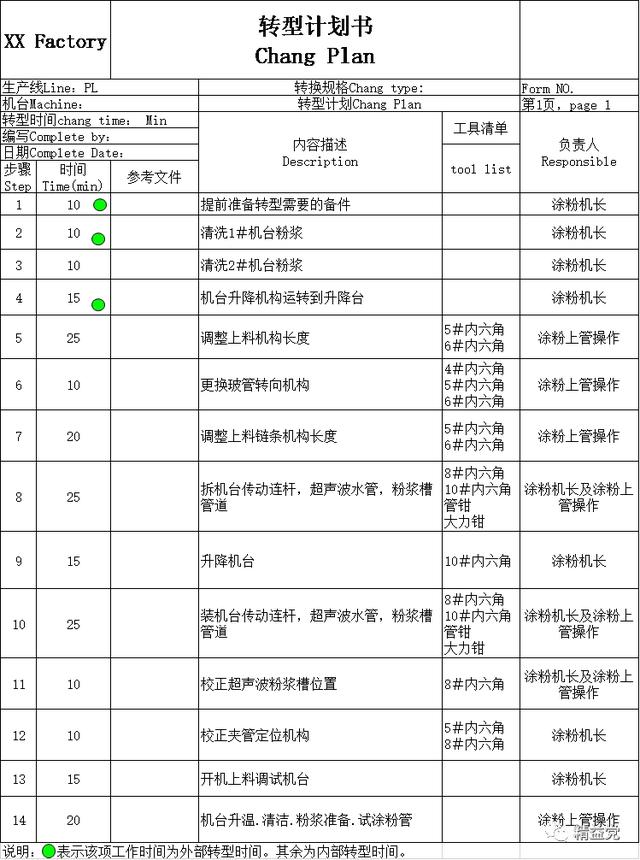
3�����ӻ���ģ��ҵָ������һ��ͨ�� 
4����ģ��ҵ��¼�� 04 �����������ڼ��ٻ�ģʱ����û��ħ����SMEDΪ���ǻ�ģʱ��������ṩ��һ����˼·������Ҳ��Ҫ��̤ʵ����ϸ����������˼�����ܲ��������Ľ���� |
- ��һƪ��SMED������������Ҫ��Ͳ���
- ��һƪ��û����



̸̸���Ը����µĿ�