





ժҪ:���ԣ� �ٸ������ӣ���һ��˽�ҳ���һ�����ҳ���ʹ�ñ���Ϊ������˵˽�ҳ������˽�ҳ����ҵģ���������Ϊһ��ʹ����Ҫ���ֳ��ںͳ���Ļ������������Բ����ó����ű��治��ࣻ�ڶ���������ȥ�ӿ����ݵ�·�Σ���ֹ���е��̣��������������Լ��ij�Ư�ƻ�
���ԣ� �ٸ������ӣ���һ��˽�ҳ���һ�����ҳ���ʹ�ñ���Ϊ������˵˽�ҳ������˽�ҳ����ҵģ���������Ϊһ��ʹ����Ҫ���ֳ��ںͳ���Ļ������������Բ����ó����ű��治��ࣻ�ڶ���������ȥ�ӿ����ݵ�·�Σ���ֹ���е��̣��������������Լ��ij�Ư�ƻ��������Գ�������Ϊ�����ģ����ְ�ȫ����ͳ��٣��������в��β�Ȱ�ȫ�¹ʣ����ֳ�������������壬�糤;����������4-5��Сʱ����������Ϣ30���ӵ�1Сʱ���ң����Լ���ϢҲ�÷�������Ϣ������������ȥ4S�걣��������С�����������͡����ˡ����˵ȣ������ﻻ�������ͺ���̥������ĥ���������ǰ�����ȡ������Ĺ������һ�Ҫ����������ʲô���ӵģ�����ɨɨ������룬�鿴���͵���٣�����ά����Ա����ƿ�Ļ��Ͷ����ڳ���������������̶����꣬���ܷ��İѳ����ߡ�����ǹ��ҳ����߲��쵼ר�ó����⣩����������DZ���ģ�Ҳ�ǹ�˾�涨�ģ��ڶ�������·����ν����ôʡʱ�䣬��ôʡ·����ô�����ϵ�������ν��������ά��������������������û����Ҳ��������쭳���Ư�ƣ����ģ�һ�㲻���복�����в��ȫ�¹ʣ�����Ұ��ʹ��ʱ�з��������壬��;���������ܿ�10Сʱ�����ÿ��������������ÿ��Ƿ����������������ڱ����������������꣬���ű�����Ʊ�����������㻻��ʲô���ͣ��������㻻���������꿧�ȣ�ֻҪ���ܿ������������Ҿٵ����ӿ����е�ƫ�������Ǹ��������ڹ��ú�˽�ó�ʹ�úͱ����ϻ��Ǵ��ںܴ����ģ������1̨���ó���ʹ��������㲻���ܰ���һ����ȥ24Сʱ������ʲôʱ���٣�ʲôʱ��쭳���ʲôʱ��Ư�ƣ�ʲôʱ�����ͱ������̰ɡ����100̨������600̨�أ���ôȥ��ܣ���ʵ�������豸ʹ�����������࣬�ù��������豸��˵������������������·���ơ�����������������Ǻ��豸һ��ķ�ˮ�ȼ�IP4�����Բ����ø�ѹˮǹ��ϴ��������������������⽫ˮ���ڵ�·�ϣ�����Ϊ�˿�������������ֱ�ӳ�ϴ��˭���֣�˭��ܣ���������������Ա��Ʒ�ܣ����������Σ�ά�ޣ�������������쵼������������Աһ����ѷ����ֳ��������Ҷ����Թܣ��������ܵ����м������ڶ���������涨���ܽ�-4�����µ�ԭ�ϣ�����-7�������ӹ�Ҳ�ż����ʣ�����˭��Ĭ�������IJ������ڣ�������������װ�ҹ������������ƽ����ʹ��ʱ������15Сʱ���߸��������������������ֵ���������豸����������������ֵ�𣿵��ģ�����Ұ��������ֻҪ��Ӱ����������˭����Ϊ���������壬�����ñ������������ϸ��𣿱��������ڵ����𣿵����Dz��ǰ�ʱ���������Ϻ��м�¼�����ɲ��𣿳��ֹ��ϵ�����˭��������ȷ���ޱ������õ�����˭�����Σ��ܶ������������ϵͳ���⣬�����Ҹ�����Ϊ��Ҫ������ѧ�ġ�������֧�֡��м�ܵĹ�����������Щ����ٹ̵�ά��˼�����˼�뻹Ҫ�������豸������һ��Ԥ���Ĺ��̣����������Ĺ��̣�Ҳ��һ�����õļ�ع��̡� 1 �豸������Ŀ�ļ����ڹ�������Ҫ�� 1.1�豸������Ŀ�� �豸������Ŀ�ľ��DZ����豸�ɿأ��豸������С�����豸������ѻ����豸ά���ͱ���������ͻ� 1.2�豸���豸�����滮 �豸��ÿ����˾�̶��ʲ�����Ҫ��ɲ��֡�����ÿ����˾���з�չ�����ʼ���������Ҳ���ҹ�˾����Ч�ܵľ�������֮һ�������豸�ļ�������ͻ���ͽ��������������ܻ������ɻ������ٻ������ܻ����Զ����������ܼ����������������Ʋ�����ߣ��ƶ�������������IJ��Ϸ�չ���ҹ�˾�豸����Ҳ��Ȼ�����������չ���豸�����Ƕ��豸һ����ȫ�����ۺϹ����������������豸��ǰ�ڹ������������������ƹ滮���о�����ơ����졢��װ���ٵ����ڵĹ��������ԣ������С�ʹ�á�ά�ޡ����졢���¡����ϣ����ۺϹ���������豸���������豸һ��Ϊ�����㣬�����ϵͳ�������ڸ�Ч������ʵ���豸ʹ���������ά�ޱ������ۺϷ�����ͻ����豸�Ĺ��������Ͽɷ�Ϊǰ�ڹ����ͺ��ڹ������֡�һ��Ĺ�˾��Ϊ��������ҵ���豸�������Ƴ��������Ƿָ�ģ��豸��ǰ�ڹ����ɹ滮��Ʋ��ź����쳧��ɣ��豸�ĺ��ڹ�����������˾�Լ�������ɡ����ֹ������ƣ�������ʹ���ѽڣ�Լ�����ƺ�С�������ٶȻ�������Ʒ�г�������������������Լ���豸Ч�ܵķ������䲻�ϴ��¡���ߡ��������ֻ������ҹ�˾�Dz��ɱ���ģ������豸���ڹ�����Ϊ��Ҫ���豸���ڹ�����ʹ�ú�ά�����豸����Ҫ�IJ��֡�ʹ����ָ������������ߣ�ά����ָ�豸�ı�����ά����Ա���豸�IJ����ߺ�ά����Ա�����豸����������Ҫ�Ľ�ɫ�����Ƿֹ���ȷ��Ҫ������ȷ��ְ���ϵ�� 2 �����豸�������ڵ����� �������豸������ʽ��ע���ص���Ҫ���ڹ���ά���ϣ�û������Ԥ���Ժ�������ά���ϣ�ȱ���������ݼ���ѧ�Ĺ�����������Ҫ���������²��㣺 1�������ƶȲ����������̲��淶�����¾������ʱû��ͳһ��ִ�����������λְ�˼�Ч������û����Ϣ��ϵͳ��֧��ʹ��Ա��ְ��û�о�����ʵ�᳹�� 2���豸������Ե�һ��ȱ������˼�����Դ�ͳ�豸���������ķ��ڹ���ά�ޡ������ϣ�ȱ��������˼����û�н����豸���ϵ�ԭ�������Ҳ�����豸����Ԥ����ά�ޣ�������ά�ޡ� 3���豸�����������ȷ���豸����������������ʹÿ��ά�������Ա������ϸ����������û��ͳһ������������Ϣ��ϵͳ֧������ʵ�֡� 4������������������Ϊ��Ԫ����ά�ޣ�ά�����������豸�������ε��ˣ������ŵ��豸����״������Ӫ״����ά����������ﵽһ�¡� 5���豸��ά������������ֹ�ֽ�ż�¼��ά����ʷ״���뼼�����ϵIJ�ѯ�������������㣬������ά���˾�����ۻ����ƹ㣬��������ά����ά��������ߡ� 6�����ʵ�����δ����ά�������Ч����ϵ�����±����ֳ�ʹ�ù������˷��������������ʱ���������λ��ֲ���ȷ�������ƶȲ���ϸ������ʹ���Ϸ���ʱ���ж���Ρ� 7��ά����Ա����ά������û�м�ʱ���м�¼��������Ӱ��ά����Ա�ļ�����������������ҵ���в�ѯ�����η�̯. 8��ȱ���¼�������˼������룬û��רҵ�ķ���������רҵ�Ĺ��߶��豸����רҵ������ 9��ά����Աƣ��ά���̣�û��Ԥ���ԣ��ƻ��ԵĶ��豸���������� 3 �豸��������˼·�����巽�� 3.1�豸Ŀ����ʹ�����豸�ܿ� ����������ת�ǹ�������Ч�棬��ǰ�豸��������Խ��Խ�ߣ�ǰ���豸�ڷǼƻ��ڹ���ͣ��������ʹ����������幤��ͣ����Ҫʹ���������ڵ��豸�ܲ������豸��Ͷ�˵ı�ֵ������ȱ���Ŭ�����ٷǼƻ�����ֱ���ﵽ�Ǽƻ�����Ϊ���Ŀ�ꡣ�����豸������Ա����Ӧ��ʮ������Լ���ְ���Ŀ�꣬���ǰ������ֹܵ��豸�����������豸������ֻ����������һ��������Ǿ�����ְ�𣬲�������������ȱ��ȥ����������Ҫ����ȱ�ݡ�����Ϊ���Ŀ�꣬��ȫ�����豸�Ŀɿ��̶ȣ�����������������ϵͳ�������豸��״̬����ָ�ơ�ֻ�������������������������У�ʹ����Ч����� 3.2�豸�ܿر��뽨����ȫԱ����Ŀ�ѧ����Ĺ������� ���͵��豸�ر������š��ָ��豸������ϵͳʮ���Ӵ��ڶ�����������Ҫרҵ��������Ա��������Ա��������Ա��������Ա��ά����Ա�������ԱЭ����ϣ���ͬŬ����Ϊ�˴ﵽ�豸�ܿص�Ŀ�꣬���뽨��һ��ѧ������豸������ϵ�� 3.2.1Ŀ�������ϵ���ƶ� ���豸�ܿص�Ŀ�꣬�ֽ������ά�������������ڵĸ������ڣ�Ȼ�����ѭ������������Ŀ�����ֵ�ķ������ƽ��ȶ�Ŀ��ֵ�����Ŀ��ֵ�Ȱ����豸�Ŀɿ��ԡ���ȫ��Ŀ�꣬Ҳ�����й�ά���á� 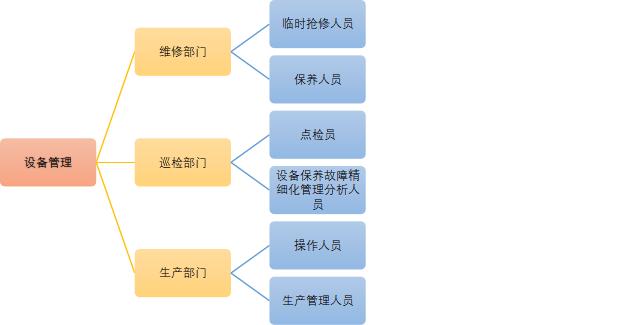
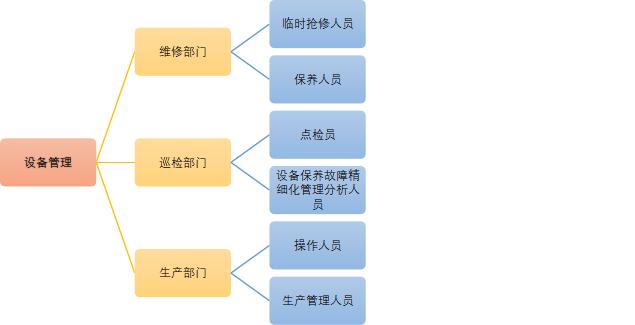

1��Ѳ�첿�š��������š���ά���ű�����ƽ�в��ţ���ල�����Լ����������豸�������ڼ�ܲ��ţ���������������š� 2��Ѳ����Ա��ʱ�����㡢�������豸�����豸���岿λ����Ѳ�죨�����豸�ɼ�װ�豸���ϵͳ�����ӻ����ϵͳ�ɽ�ʡȥѲ����Ա��.ÿ�ռ���豸����������������ⱨά���Ž���ά�ޣ��涨��Ӧ�������ڣ���ÿ��ά�ޱ�����������м�飬���ֵ����ڱ���δ�����ã��۳�ά�ޱ�������Ӧ���ˡ� 3���豸��������Ϥ�豸�IJ������̣���ȫ������̣���ҵָ���飬����豸�����ı������ڣ�Э�������Ա����豸���ڵ�������������ά�ް����ڱ����Լ�����Ͻ���豸����������Ҫ���豸����״������Ӫ״����ʱͨ��APP����������������ά���첿��. 4��ά����Ա��ʱ���ڵĶ��豸���б�����������ʱ���Ͻ������ޣ�ʣ��ʱ����ܶ�ÿ̨�豸��ϸ���о���ѵ�� 5���豸�������Ͼ�ϸ������������Ա�������ÿһ̨�豸�ı�����λ�����ڡ��豸��������������������������屣���ƻ�����ÿ�ι��Ͻ��м�¼���Աȡ��������������¼�ڵ�������ά����ѵ�̲�ʹ�á����豸����Ԥ����ά�ޣ�������ά�ޡ� 6��ÿ̨�豸�Ӳ�����̡�ά�ޱ��������Ϸ����������豸ԭ��������ҳ��ʹÿһ��ά������Ա���и���ȷ�IJ���ָ����ѧϰ�����ϡ� 7�����ε��˾��嵽ÿ�����Ա��ά������������ϣ��ƶ�������ȷ�����ƶ�ͳһ��ִ�����������λְ�˼�Ч��ȷ��������Ϣ��ϵͳ��֧��ʹ��Ա��ְ�������ʵ�᳹�� 8���豸���������ȷ���豸�����������ʹÿ��ά�������Ա������ϸ��ͨ��������������������IJ�ѯ����������. 9���豸��ά�����ʹ���Ƚ���APP����������ά����ʷ״���뼼�����ϵIJ�ѯ���������㣬����ά���˾�����ۻ����ƹ㣬����ά����ά��������ߡ� 10�����ʵ�������ά�������Ч����ϵ����ֹ�����ֳ�ʹ�ù������˷��������������ʱ���������λ���Ҫ��ȷ�������ƶ�Ҫϸ������ֹ��ʹ���Ϸ���ʱ���ж���Ρ��ر��DZ����涨ʱ�䲻�������. 11�������¼�������˼�룬ѧϰ����ɨ�롢ά��ɨ�롢�豸���롢���Ƚ��ļ����� 12���������豸���ε��ˣ�ʩ��ÿ̨�豸��ʩ�ؾ��ظ��𣬱ش����� 4.����ƶȵľ���ʵʩ�취 4.1����ڻ��� ��춨������ȫԱ��ȫ���̶��豸���ж�̬������һ���豸����������������״̬���ޡ��Ż���������Ӧ��һ���豸����������Ӧ�����ַ���������Ч�ط�ֹ�豸�Ĺ�ά��Ƿά�ޣ�����豸�Ŀɿ��ԣ�����ά���ã��ܶ���ҵ����TPM������ϵͳ�������Ӳ��Ծ�ǿ��ʵ�е�춨���Ƶ��Ƚ��Ծ���ִ�����ֹ����������������ڸ�����ԭ����˵������������������Ҫԭ�������벿��̫�࣬û��ͳһ�������ţ�������Э������������ܳ��á� 4.2�豸�ĵ����� �豸�������Ƕ��Ӵ������ϵͳ�е������豸���з��࣬ȷ����Щ�豸Ӧ�ò��ú��ֵ�챣����ʽ��ʹ��ҵ���豸�������γ�һ���ڶ��ڼ��ޡ�״̬���ޡ��Ľ��Լ����ϼ���Ϊһ����Ż���챣��ģʽ����칤����ȫ���̾��谴��ִ�У����ԱӦ�����ƶ����ĺ�������Щ���� ���ļƻ�����Ӧ���������͵������Ľ���ɵ��Ա�����ⶩ���������쵼����ִ�С����ԱӦ�Զ���ȫ���̽�����������Թ����д����������������ܽᣬ��������ά���� �����豸������ǰ�ļ�¼����Щ��¼Ӧ��ӳ�豸����ĥ���Լ���������������������豸����ǰ��¼�����ռ�������ƽʱ�������Ļ������ϣ���������ʱά��Ӧ�ύ�꾡�ļ���¼. ���ԱӦȫ�̸��ٲ��룬����ǵ�챣��������ȫ���̹�����ͨ�����ϵıջ�����ʹ�豸�õ������Ľ���ʹ�豸�����������ƺͺ�������������ģ�͵���ʵִ�У�Ӧ�����ڼ��������ϵͳ�Ľ�����Ӧ�á� 4.2.1 �豸���� �豸�������豸��챣�����ԵĻ���������һ�㰴 A �� B �� C ������л��֣��ǶԹ�������ϵͳ�е�ÿһ̨�豸���н綨���綨�ķ����Ǹ��ݸ��豸����Ҫ�ԺͶ�����ϵͳ��Ӱ�졣����ԭ�����£� 1) A���豸��ָ���豸����Ա������ϵͳ�������������Ҫ�豸�İ�ȫ����������в�� ��ɺ�������ܵ�����Ӱ���豸���磺������ת�豸���� 2) B���豸��ָ���豸���������ͱ����豸��ʧȥ���õ�����£���ֱ�ӵ��»���Ŀ����ԡ���ȫ�ԡ��ɿ��ԡ������豸��һ��Ƚ϶�������Ӱ�����塣 3) C���豸��ָ�������豸�������ߣ��� 4.2.2�����豸���ı���ά���� 1) A���豸��Ԥ���Լ���Ϊ��Ҫ����ʽ��������ճ����������ӻ����������״̬���Ľ���ƶ��豸�ļ������ڣ����ϸ�ִ�С� A ���豸һ������걣���ƻ��а��ż��ޡ� 2) B���豸����Ԥ���Լ���״̬�������ϵļ���ʽ����������Ӧ�����ճ����������ӻ����������״̬�������ʱ�����������ǵ�ʹ�������������� B ���豸���龡���ܲ��μ����ޡ� 3) C���豸���º� 4.3����¼����ʱ�����ĺ�����ȷȷ���豸�ļ������� �豸��켰��ʱ����������Ŀ�ģ�һ��ͨ����������豸���⣬ʹ�豸��һ�����������ڵĿɿ���Ϊ 100 % �����Ǵﵽ����Ŀ�ĵļ�������ͣ�ͼ4-1չʾ�˳���ij�豸��б������ڶ��豸�Ŀɿ��ԡ�ά���õ�����֮��Ĺ�ϵ�� ����������ɿ��ԵĹ�ϵ����ͼ�пɿ��������������ڳ��� 3��ʱ���ɿ��Լ����½������������ڳ���3����ʱ�����������ʧ�ޣ��Ӷ����·������ӡ� �ɿ��Ժ;����Ե������Ͽɼ�������������±���ʱ ���ɿ��Ըߡ�����Ҳ��ͣ��ﵽ�ɿ��Ժ;��������ߵ������ϡ� ʵ�е�챣���ĺ�����ȷ��ȷ��ÿһ̨�豸�ĺ����������ڣ�Ҳ���������ڣ��������ҵ�������������������ڣ����������ڰ��ż��ޣ�Ҳ�Ͳ�����Ԥ��ά�ķ��롣��չ����¼���ҵ�����������ڵ���Ч;����Ӧ��ָ�������������Ƕ�̬�ģ������豸�ij����Ľ��������ӳ���Ϊʹ�豸��ά�������½����ۺ�Ч������ߣ�Ҫ���˵����������ĸ������ijһ̨�豸���ԣ�������ʹ���ڲ��������㲿����ĥ�����ڴ���ͬһˮƽ���ϣ������������ڼ���ά�������ӳ�����������Ӷ�ʹ���豸���ۺ�Ч�� 4.4�����ƻ��ƶ��͵��·��ͼ 1�����и�λӦ������ÿ���а���Ӧ�ĵ��·��ͼ�� 2�����ԱӦ���ݵ������Ҫ����չ��칤�����㡢·����Ѳ���˹�������ԭ���� ��Ͻ�豸�ĵ��ƻ�. 3�����������д���ڵ��ƻ��� 4.5�����ҵ������ ������ҵ������ȫ���̣����ƻ������������Ƶ���ҵ�����ƻ����� ���� ʵʩ��ȷ���趨���״̬�������¼���쳣�ķ��ּ����������� ���� ��飨�ƻ���ִ���������Ϣ���ݡ����������� ���� �������˶Լƻ������������������������������������ҵ�����еĸ�����������ߵ�����ˮƽ����Ч�ʡ� 4.6 ���ļ����� ���������涨���豸����λ�����м�������ֵ�ͼ���������ֵ�����¶ȡ�ѹ������������������ѹ���ߴ��������ֵ�ͼ�鷽����������������Ҫ���ݰ������豸��װ�û����ơ���λ��ͼ�����������ϡ��������������ߴ硢��϶���ӻ��������������������ⷽ��������������ڡ��������������ںͼ�������ص�����ȡ������������豸��������Ļ���������ӳ�豸����ߵ�˼�룬�DZ��Ƶ������������ҵ�����豸ά���������ļ������ݡ� 1)��λ����Ŀ���� A ��B���豸���ص㲿λ��������ΪԤ����ά�������豸���ܷ������ϻ��ӻ��ĵط����绬�����֡���ת���֡��������ֵȣ�ͨ������Щ���ֵĴ�������ˡ���λ����С�������ˡ���Ŀ���� 2)������ݡ����ʮ��Ҫ�أ�ѹ�����¶ȡ�������й©������֬״���������������ѣ����𣩡�ĥ���ɳڵ���Ϊ�����ϵ����ݡ� 3)��췽������Ҫ�Dz����ӡ���������ζ���������С�Ϊ���������� ����Щ��Ҫ��λ��Ҫ�����ڼ���������������������ר���������о��ܵ������� 4)��������ֶ�����������������������Ӧ���ݼ��������� 5)���״̬����ֹͣ����̬�������У���̬�����֣�ͨ���¶ȡ�ѹ����������������������״̬����������״���½��е�죬��������ֹͣ״̬�½��е�졣 6)���ֹ������ճ���졢רҵ��졢���ȵ�����֡� 7)������ڡ�������ڷֶ����ڣ�һ�����£��������ڣ�һ�����ϣ��� 5.�豸�������Ѷ� 1������֮�䡢�����ڲ���Э���Ѷȴ����豸��������ͬ�Ȳ�ͬ�� 2������ϸ�ڷ�������������������Ҫרҵ�ļ��������Ŷӡ� 3���豸������ʵҲ�Ƕ��˵Ĺ�����������Ҫ�߲��֧�š� 4���豸����һ����ʱ��������������۵Ĺ��̣���ϸ������Ҫ��ÿ̨�豸���о���������ҳ��ѧϰ�����������Ĺ��̡� 6.���� �豸����������һ�������Ż����������������Ϸ�չ�Ĺ��̣����ſ�ѧ�����������������ܼ����ķ�չ���豸����Ҳ�����ڹ淶�������������ܻ��������칫��ǿ���豸����ά����ϢͶ��IJ��㣬������������������ϵ��Ϊ�豸��ά�ޣ����������е��ṩ��ƽ̨��ƾ���ѧ�����Ĺ����ֶΣ�ͳһ��������ϵͳ��������Ч����ҵ���������������� |
- ��һƪ�����������š��豸���� ���˾������Ч
- ��һƪ��û����



̸̸���Ը����µĿ�