





ժҪ:����OEE ����������������� �豸����TPM��С�4���㡱���ռ�Ŀ�꣬���豸�����ڶ������ָ����ϵ�У����豸�ۺ�Ч��OEE����һ���ĺ���ָ�ꡣ�����Էdz���ȷ�ؼ��㲢�������豸���ܵ���ʧ�ʣ�����֮��OEE���ݵ�������ֱ�Ӵ������豸������ʧ�Ľ��ͣ�Ҳ��ζ

����OEE ����������������� �豸����TPM��С�4���㡱���ռ�Ŀ�꣬���豸�����ڶ������ָ����ϵ�У����豸�ۺ�Ч��OEE����һ���ĺ���ָ�ꡣ�����Էdz���ȷ�ؼ��㲢�������豸���ܵ���ʧ�ʣ�����֮��OEE���ݵ�������ֱ�Ӵ������豸������ʧ�Ľ��ͣ�Ҳ��ζ������Ч�ʵ���������ҵЧ��Ĵ��� ��OEE���������ܸ��������豸�����ľ���ԭ���������Զ���������Ĵ�ʩ����������Ч������OEE���ΪTPM��ĺ���Ŀ�꣡���˾���OEE�����ġ�4���������֮�⣬����Ҫ�����ƽ���4��ר����⡱�������豸��Ч�ʳ����������ﵽ��Ч����Ŀ�� 
���ٻ�ģSMED���ٻ�ģSMED��һ��ר�ŵļ��ܣ����ܹ�����ؽ��ͻ����л�ʱ�ġ�ͣ��ʱ�䡱���Ӷ���Ч��������OEE�е�����ʱ��Ч�� SMED��������50���������Դ���ձ����������ط�(Shigeo Shingo)�ڷ�����ҵ��չ������Single����˼��С��10����(Minutes)�����ʹ�����������쳧,�Դﵽ���ٵ�ģ���л�(Exchange of Die)��������������ҵ��Ʒ�л�ʱ����4Сʱ����Ϊ3���� 
SMED5��ؼ����� ��״��������������ʱ����� Ϊ�������ڻ�ģ��ʱ�䣬���Ȼ�ģ����ҵ��Ϊ�ģ��ҵ ���̃Ȼ�ģ��ҵռ�ݵ�ʱ�� Ϊ�����������ҵ���������ֹͣ��ʱ�䣬ʵʩ���̼��ų�����ʱ�� �����ģ��ʱ�� ��Σ��Ѱ����������Ч����֮�� SMED���ٻ�ģ�������� 
һ����Ա�������������һ����Ա���ǻ��뾭�飬�����ǻ���ӻԾ�ز����豸���������ԡ����������顱�������������������С�顱Ϊ��Ҫ��ʽ����ε��ǻۣ�����ν��������Ƥ��ʤ����������� 
����������ܷ�ȡ�óɹ��Ĺؼ����ڵ���ij���Ӧ���ԡ����������ǡ��ͷ���Ϊ�����������ԡ���������ķ�ʽʵ�м�Ч����
��������ح������С��С�� ����־�������Ǽ�С�ƶ������� 
���ʰ�ȫ�ڶ౯���¹ʵķ������˱�ʹ��������ʹ��˼ʹ֮����߷��ָ���ԭ���������ǰ�ȫ�������������ֶε������ͼ����������廹���ڡ��˷����Σ�����ѹ���˵����ϣ���ν���ȫ�����ӡ��˷���������������������μ��ٶ��˵��������ر�����Ϊʧ����������ɵ�ȱ�ݡ������������¹ʣ�����ǰ�ȫ�������¾��磬����Ϊ�����ʻ���ȫ�� ���Ͱ������� �и��¹����Ա�������²У����ڡ��мǡ��������3������Ԥ����ʩ��Ȼ�����˷�ʽ�ģ����磺������ȷ����Ͷ�������Ʒ���в��ɽ�����ҵ֮��Ŀںţ�˿��û���κμ���ʽ�ķ�����ʩ�����������겻�ѣ� 
�ֳ���ҵ���ʻ���ȫ���Ǽ��ٶ��ڡ��ˡ��������Լ��١���Ϊʧ����ƫ�����������ҵ��������Poka Yoke�ڰ�ȫ�����гɹ����õĵ䷶ ͼƬ��չʾ�����ǵ��͵İ���
��Σ��Ѱ����������Ч����֮�� �����ֳ����ʻ���ȫ 




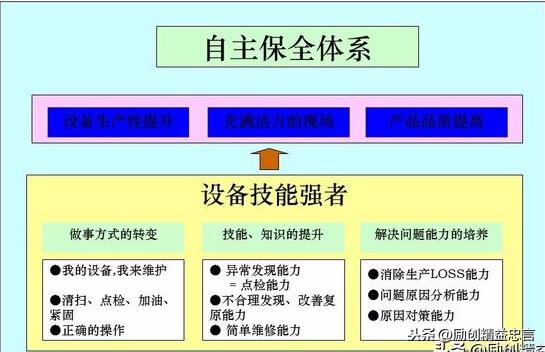
�豸������4���ƶ�Ϊ��ʵ�ָ�Ч��Ԥ������������һ�߲�������ȱ����ʶ��������졢����ȱ�ݵ�����������Ҫ��Ҳ��ʵ��������ȫ���ճ������Ļ��� �����������ҵ���Ÿ����Ŀ�꣬����һ�߲������߱������豸ȱ�ݼ��ų������豸���ϵ��������Լ��ٻ��ޱ����ŶӵĹ����������ҿ��Լ���ؽ���ͣ��ʱ����ʧ����ν��һ��˫�� ���������һ�߲��������������Ĺ������ţ�����������ǵ���֪ƫ����������ĵ���ĵִ����Զ�����ʹ������ʽ���ʽʵ���²ߣ����ɳ��� �����豸�������ġ�4���ƶȡ��ļ������Բ�������

��������רע��ר�С�ר�����������뾫�������ʮ���أ���֪�й�����ҵ��ȥ�ijɳ������𣬸����δ��ȫ����֮��ޣ�ʵҵ�˰�֮ʹ����һֱ�������ģ�ÿ�մߴ���Ŭ��ǰ�� �ĺ��������Ȥ��Ҫ���ǵ�����Ͻǡ���ע���������Ϳ���ÿ���ȡ��ͷ����ר��������֪ʶ ��ӭ��ע�����ۡ��ղء�ת���뽻�� |
- ��һƪ�����豸�������豸ά�����ļ�ǿ�豸����������ȷ���Ȳ��߲�
- ��һƪ��û����



̸̸���Ը����µĿ�