





ժҪ:��һ�� ���� ��һ�ڡ�5S����������� һ��5S"��� 1.1��5S�������� 20����80�������й�����ȫ��������е��̳�����š����ż���������ʽ��Ʒ���������շ����ʵ���ҵ�����ɳ������ߣ�ȥ�ձ�ĸ��˾ѧϰ�����ձ��������dz������dz��䣬�Ӳ������칫�ң���
|
��һ�� ���� ��һ�ڡ�5S����������� һ��5S"��� 1.1��5S�������� 20����80�������й�����ȫ��������е��̳�����š����ż���������ʽ��Ʒ���������շ����ʵ���ҵ�����ɳ������ߣ�ȥ�ձ�ĸ��˾ѧϰ�����ձ��������dz������dz��䣬�Ӳ������칫�ң���ǽ�浽���棬���³������ϳ�������������Ʒ�ҹҡ����Ҳ���������һ����ʾ�������������ޱȡ������շ������ߣ�Ա���ڹ���Ϊʲô��ô�Ծ��Ͷ����Ծ��������Ĺ����������ش���ʮ����ȷ�ģ��������С�5S�����γ���ϰ���Ļ�1955�꣬�ձ�Ϊ��ǿ����ҵ�����ֳ�5MIE����Ҫ�أ�������Ա�����������ϡ����������ԣ����ܿع���������ˡ����������١�����Ҫ��֮������Ҫ��Ա������Ʒ�ʡ������ֳ����ڿ�����Ҫ���ֽ�����ɨ����ࡢ��������Ϊ����Ҫ�ء�1986����ʽ�ܽᡰ5S����д�����������γ����ձ��Բ�Ʒ�����������������Ƶ�Ʒ��Ȧ����ʽ��ҵ�������С�5S������ƶ���ִ����ʵ���е��ƶȺ滮���Ӷ��ﵽ�淶��������ʹ��ҵ������������ӡ��淶�������ٽ��˲�Ʒ������������������ߣ�Ϊ�ձ��������ô���춨�˻����� 1.2��5S���ĺ��� ��5S����ָ�������ֳ�������Ҫ�ؽ������������١���ɨ����ࡢ����5Ҫ�ع�����������5���������ķ������ǡ�S�����ʳ�Ϊ��5S���� 1.3���С�5S����Ŀ�� ���ֳ�����ҵ��Ʒ�ʡ��ɱ�������������ȫ��Ա��������ò����ҵ����ȹ���������ڵ��������ⶼ�Ἧ�з�ӳ����������5S�����ֳ�������������ɱ��ﵡ����С�5S����������ɴﵽ����Ŀ�ģ� (1)�����ֳ���Ŭ��������ҵ������ (2)������ѵ�������������һ����Ӣ�� (3)���¶��ϣ�ȷ��Ŀ������ȱ�ݣ� (4)�����˷������Ͻ��������ɱ��� (5)ʵʩ�ƶȣ�ȫԱȷ����ȫ���ϣ� (6)�淶���������������ҵ��Ч�� 1.4��Ŀ�ӻ������������� ���壺��Ʒ��״�����˵���Ϊһ�����ϳ��������۾����Ĺ�����Ҳ����һ�ۼ�֪�Ĺ�������Ϊ���Ĺ�����Ҳ��ɵ�Ϲ������߶��������� �������壺ֻҪ���۾�һ������֪�쳣�������ڡ� ����ҵ�ֳ�����������㡢�쳣���˷��ȣ�ͨ������ɫ����ʶ�����֡�ͼ���ȣ�ʹ֮��ΪһĿ��Ȼ��״̬������һĿ��Ȼ�Ĺ������������磺�쵥�������������ߡ�ɫ�ꡢ�ʵƵȡ� 1.5��Ŀ�ӻ�������Դ ����Ŀ�ӹ����Ͳ��ܲ��ᵽ�ձ����﹫˾��ʱ�����ƣ�JIT������νJIT��ԴӢ�ĵ���Just in time��Just����ɼ�ʱ��time�����ʱ�䣬�̾����˼���Ǽ�ʱ�ԣ�1995�꣬���ﶭ�³��������ι۴��ͳ����г�ʱ���������˿�һ�����Ź��ﳵ��һ�߽��Լ���Ҫ�Ķ�����ȡ���Լ���Ҫ���������Ž����ﳵ����ˣ�������һ������ֲ����ʱ���������ϣ��������г��൱�ڹ��̣��˿��൱�ں̣����ڱ�Ҫʱ����ǰ���̹�����Ҫ�����IJ�Ʒ����ǰ�������̶Ժ���Ҫ���������Բ��䡣����ʹ����JITȡ�óɹ��ĺ��ļ������������������������dz������Ŀ�ӹ����Ľ���� 1.6��ҵ�Ļ��롰5S�� ��1����ҵ�Ļ���������ҵ��ֵ��ȡ�� ����������ҵ�Ļ���ʵ�ֹ����ִ����Ļ�����������ҵ�Ļ���ϵ��ͨ����ѵ������ʹԱ��������ζԴ����ˡ��Դ��Լ����Դ���Χ�Ļ���������ҪŬ��Ӫ��Ա�����š���̬�䵽��ʶ�䡱������ʶ�䵽��Ϊ�䡱������Ϊ�䵽�Ը�䡱�����Ը�䵽ϰ�߱䡱����ȫ��Ա��������������������Ϊ��Ʒλ��Ա�������������ˣ�����Ϊ�е��¡����Ե��� ���DZ���ӵ��һ���������ΪԱ����ͬ�Ͽɵ���ҵ�Ļ���ϵ��ʹ��ҵ�����е�Ա�����Ծ��ؽ������ҿ��ƣ���г�ദ��ʹ���¹۳�Ϊ���ε���֯����Լ��Ա������ҵ�е���Ϊ�� ��2����5S����Ʒ���Ļ� ������5S�����������ȷ����Ŀ���������˵�Ʒ���Ļ�����������ϰ���Ļ��� 2.1������͡�������ò�ĺ�ϰ�ߣ� 2.2���ɳ��š������������ϰ�ߣ� �ɴ˿ɼ����������С�5S����������ͻ��һ����ǿ�ֳ���������������ҵ��Ӫ״����������ҵ��Ʒ���Ļ����°빦�������á� ����ΪʲôҪʵ��Ŀ�ӹ��� ʵ��Ŀ�ӻ�������Ŀ���ǵͳɱ��������ڡ������������������ϸ��Ʒ����ȷ��֪Ӧ����ʲô�������쳣�����ڷ��ּ�����Ч�ʻ�����ǰ��ֹ�˷��ķ��� ����ֹ�˵�ʧ�����©��ʼ��ά��������״̬��ͨ���Ӿ����γ��������˽�����㣬�˷����ֳ��� �ܶ���ҵ�Ĺ��������ƶ�ֻ�������ļ��ϣ��ⲻ֪���ÿ��ļ������ֳ������ж��Դ����ֳ�������˵�Ƕ�ô����Ҫ��Ŀ�ӹ���ʵʩ����Σ��ܴ�̶��Ϸ�ӳ��һ����ҵ���ֳ�����ˮƽ�����������ֳ������ڰ칫�ң�Ŀ�ӹ�������������֮�ء��������Ҫ�㼰ˮ�Ļ����ϣ�����ʹ��Ŀ�ӹ����������ҵ�ڲ�����������ĺô��������Թ����߶���Ҳ����������Խ�У����Ա���������˵������һ���������飬���������ٹ���������������������һ��������Ҫ��Ĺ�������ֻ����Ŀ�ӹ����в��ܷ��ӵ����쾡�¡�ʵʩĿ�ӹ�������ʹ����֮�䡢ȫԱ֮�䲢����˽⣬��ͨ���۾��۲������ȷ�ذ�����ҵ���ֳ�����������жϹ������������쳣������ܹ�ʵ����������Ŀ�ġ�ʡȴ��������ν����ʾ�����ѯ�ʣ�ʹ�ù���ϵͳ�ܸ�Ч�ʵ������� ���ü��Ĺ������Ǻù�����Ŀ�ӹ����ǽϼѵĹ������ߣ����ܹ������ٳ�������Ŀ�ģ� 1����ʾ���������ص� 2����Ҷ����ļ� 3�����ױ��Ϻ��뻵�������������� 4�������뾯ʾ�쳣��������δȻ�� 5��������ʹ�÷��㡣 6���������ء����������� 7���ܹ���������Ч�� Ŀ�ӹ������������У� ��1��Ŀ�ӹ�������ֱ�ۣ���������߹���Ч�ʣ� ��2��Ŀ�ӹ�������ֱ�ۣ���������߹���ȷ�ԣ� ��3��Ŀ�ӹ������ȸߣ������ֳ���Ա����ල�� ��4��Ŀ�ӹ��������ڲ������õ�����������ЧӦ�� ����Ŀ�ӻ������Ļ���Ҫ�� �� (1) ͳһ ͳһ��Ŀ�ӹ���Ҫʵ������,��������ɫ�ʡ����Ŷ�Ӧͳһ������ͳһ������ �� (2) ��Լ ��Լ��ʹ�����Ӿ���ʾ�ź�Ӧ������,һĿ��Ȼ,��ʹ����ְ��ԱҲ��һ�������ס� �� (3)���� �����������Ӿ���ʾ�ź�Ҫ����,λ�÷�������,�ֳ���Ա�������ҵ������ҵʱ���ܿ����塣 �� (4) ʵ�� ʵ�ü���ʵ��ʹ����ֵ,����ʵЧ�� �� (5)�ϸ� �ϸ��ֳ�������Ա�������ϸ����غ�ִ���йع涨,�д��ؾ�,�й�����,�ͷ�����. ��Ŀ�ӻ���������ͼ
�ڶ��� ��5S���������������һ�� ��5S����������ƽ� �����Dz��ƽ���5S����ʱ��Ҫ��ͳһ���¼���˼����ʶ�� 1������Ա������ҵ������ʶ���ٽ���ҵ�Ļ������γ� ��ҵҪ�е�������Σ����ǵ�Ա���Ծ������� ����Ҫ���Ļ�����Ϊ���ߣ���������Ա������ҵ������ʶ��������ᴩ������������У���ִ���Ļ��ڡ�5S������������з��Ӿ�ģ�Ա������ҵ���ڼ�һ���ĸо������������������ҿ��ơ������ؼͣ��ﵽ�����ε���֯����Լ���Լ���Ϊ��Ч���� 2���ٽ���ҵս�Զ�λ�������ҵ��ӪЧ�� ���������С�5S�������У��ڹ�����֯�ṹ������ϵʱ�����뿼���������ǵ�ս��˼�룬�������ҵ��ӪЧ�档 ս�Ծ����γ�һ������ɫ����Ӫ���ȥ����һ����ֵ���صĶ�λ��ս�Զ�λʵ�ʾ��ǡ�ѡ���б��ھ������ֵĶ��صľ�Ӫ���������������ӪЧ�潫������ҵ��Ч���� �ڡ�5S����������У�ս�Զ�λ���ƶ��ķ��롢Ŀ�ꡢְ��Ȩ��������չ���� 3����������������Ϊ��������ҵ�ɱ� �����С�5S������ʱ�������������������ϸ����ļ�����¼���γɹ淶���������˹�˾�ľ�Ӫԭ�ɹ������ۡ����졢������Ϣ��н��ȶ�����ϸ�涨������������������ҵ��Ӫ���ա� ��ν�������� ����ҵ����������Ӫ������Χ��Ϊ����������ͼ�Ч����ʵ�ʵĻ�DZ�ڵ������ƶ���ͬ�ĺ��ظ�ʹ�õĹ������γ��Լ�����Ϊ�������Թ�����Ϊ���ġ��Թ�����Ϊ֧�ŵ��л���ϵ���ϵ�ļ���������ʵʩ�ͱ��֣�����ʵ����ҵ�ij����Ľ��� �����Ա�����淶�Ծ����£�ͨ�������Ϊ�㡢�¹�Ϊ�㡢Ͷ��Ϊ�㡢��ȱ����Ϊ�㡢�˷�Ϊ�㡢����Ϊ�㡢�л���Ʒ��ʱ��Ϊ���Ŀ�꣬�����Ƚ�Լʱ���ֽ�����ҵ�ɱ��� �ڶ��ڡ�5S������ϸ����Ҫ�� 2.1����
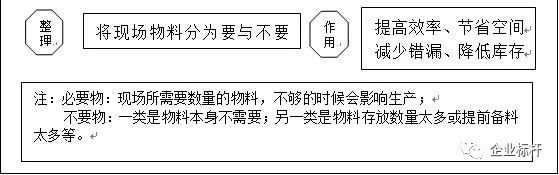
����������5S��ĵ�һ����Ҫ���е���Ҫ�������ǰѲ�Ҫ���������ֳ���ֻ���±�Ҫ������4��Sֻ��ʣ�µı�Ҫ����й���������������������ֳ�������Ҫ���ô����ͻ����������ù��� �������ƽ�������Ҫ�������ֳ���飬ȷ����Ҫ���ж��������в�Ҫ�ﴦ���� 2.1.1�����������鷨 ���°��Ѳ�ӿ���һ�˵ij��䣬��ʱ����������˽��ֳ���״�����Ƿ��ж������Ʒ�����ϡ�����ñ��Ƿ��λ��������������û��Ϊ���������� ������ֳ�֮��Ҫ���ֳ�����Ʒ�������֣����ֳ���Ҫ��Ͳ�Ҫ���Щ�������ճ������б���ģ���Щ�Dz����õģ���Щ�Dz���Ҫ�ģ���Щ�𰸽�������Щ��������Щ������ȥ�� �жϲ�Ҫ��Ҫ�� 1��ʹ��Ƶ�ʡ��жϲ�Ҫ����Ǹ�����Ʒ�û������Ǹ���ʹ��Ƶ���������ġ��������ó���һ���µ���Ʒ���������������䣻ʹ��Ƶ��һ������֮�ڵĿ��Է��������ֳ��� 2�����õ����࣬����Ҫ� 3�����õ������ã�����Ƶ���ж�ԭ������Ҫ� 4���۲���Ҫ��������Ҫ����Ʒ������Ҫ��ܶ��ֳ��������ڱ�����Ʒ�������Dz�ȡһ�ֱ��ص�̬�ȣ�Ҳ���ǡ��Է���һ������̬����Ϊ��Щ��Ʒ�����»��������ܻ��õ�����ô����������������Ʒ����Ķѻ����ѹ���������ijЩλ�ñ���ˡ�����ݡ��� �������̷�����
2.2����
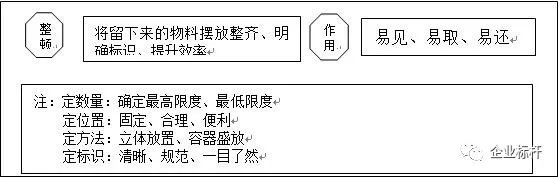
�ƽ����ٵĻ�������Ķ�������������λ�á�������������ʶ�������ĸ������ԡ��Ķ����������������з���Ϊ�����ù���������������λ�ã���������ã��������������ݷ��ã������������μ�������������������ʶ�����Ƚ��ȳ���������������ʶ�������ӻ�����������ʶ���� 2.2.1���ù���������������λ�� ���ù�����ָͨ��������ƣ�ʹ�ֳ��Ĺ��ߡ��豸�����ϡ������ȵ�λ�ù淶����Ŀ�������˻�����Ҫ���һ���豸���÷����� һ�������� ��������ԭ�����ڲ�Ӱ�칤����ǰ���£�����Խ��Խ�á���5S�����У�����Ԥ���趨�������С������Ͷ����������������Ӧ���������ֱ���������ɫ���磺�졢�̡��ƣ�����ʶ�����ߣ�Ҳ���������֡�����д����
������λ�� ��λ�þ��������ٹ����и�����Ʒ��ʹ��Ƶ����������������λ�á���λ�������¼���Ҫ����Ҫ���ء� 1��λ�ðٷ�֮�ٹ̶��������Ʒ���������洢λ�ã��������ȡЧ�ʵ��£�����Ѱ��ʱ�䡣��ʱ���е�Ա������û�м�ʱ�ҵ�������Ʒ����ȥ��������ɹ����Ӷ�������ҵ�ɱ����ӡ� ����Ʒ�ķ���λ�ù̶�������������Ա�������Ѱ�ң������ȡЧ�ʡ� 2����ʹ��Ƶ�ʷ��á��������Σ������Ѿ�Ӧ���˰�Ƶ��ԭ�������ֱ�Ҫ��Ͳ�Ҫ���ʹ��Ƶ�ʵ͵���Ʒ���������䡣���ڣ���һԭ������������죬ʹ��Ƶ�ʸߵ���Ʒ�������ߣ�ʹ��Ƶ���Ե͵���Ʒ������������Զ�ij��������ط��������ܽ����ߵ���õĶ�����������ҵ������ӽ���λ�ã�����ʹ�ú黹ʱ��������ߣ� 3����ʹ��˳����ã�����������ȡ�����Ŵ����γ�ϰ�ߺ�������ȡ��Ч�ʡ� 4�����ص���ߡ����С�ߵ�ԭ��ڷš� 2.2.2������ã���ʡ�ռ䡢����ȡ�� ������ÿ����ж��ַ����ֶΣ����ڼ����ϡ�������ܽ����С������P���ҵȡ�����������÷��������Գ�����ÿռ䣬��������Ϊ���ֽ��ն��������������١� 1�����������ã������ϼ��ϵ���Ʒ�ķ���Ҫ������ȷ�����ַ�����ʹ�û�����彫���ϼܻ���Ϊ������������ʹ��ÿ������ķ��ö�����ȷ�����Ӷ�������Ʒ֮��Ļ��Ҷѷš���ͼ
2���ҷţ���Ҫ���ϵ�ȡ�á��黹�Ĺ��ߣ�����ùҷŷ�ʽ��������ȡ���㣬���������롣 ��ιҷţ�Ҳ�м��ɡ�����Dz���Ҫ����ֱ��һ�ҾͿ��ԡ���ͼ
3��б�ţ�����Ʒ�ܸij�б�ţ�����������ȡЧ�ʻ����������룬����ƽ�źҷ����ַ�ʽ���ŵ㡣 4����ţ���Щ��ʽ�������Բ��ò�ŷ�ʽ����Ҫע�������Ҫ�淶������T����ֵij��Ƚ����ʵ���ƣ�����̫�����Ӱ��ȡ���ٶȡ���ͼ
2.2.3���ݷ��ã����롢��Ч ���ݣ�����ȷ����������������˵��������������һ�������ϵ����ӣ����ӵ����������������̷��á��������á�С����ŵ���ʽ�� 1��ʹ��������ʹ��������Ŀ����Ϊ����ߴ�Ż�����Ч�ʡ��������ѡ�����ʶ������ﲻ�����Ч�ʵ�Ŀ�ġ� �������Ӧ����ͳһ����С��һ�����������Եò����룬ͬʱҲ�˷��ռ䡣���İ�װ����������ʵ���������洢�������豸�ļ��ݣ����ҿ��Դ������ع����ͳɱ���ͬʱ���İ�װ��������Ʒ�ı�ʶ��ά���ȶ��ܷ��㣬�粻ͬ��Ʒ������Ҫ�����������ͬ��Ʒ������ͬ�������Ƶ��������������̡�ֽ��ȣ���ô��������ɫ����ǩ����������֣��Է������� 2��������š��������ĺô��DZ��ڲ��Һͼ������������Ʒ�IJ�ͬ�ص㣬�ڰڷ�ʱ��ÿ��ÿ���������������ԡ��塱����ʮ�����䱶�����룬��ͼ
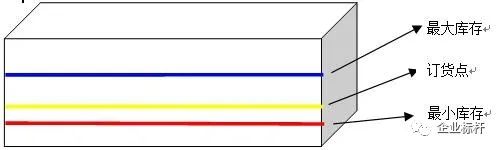
3�������š��������Ϻ�ţ����������ţ����ױ��档���߲��ù����䷽ʽ���Ա�Ʒ��Ҫ����װ�����ķ�ʽ���á���һ��������ͬ��Ʒ���⼯�з��ã�Ӧ����ֿ���λ�����繤�ߣ��� 4���������㡣����������ʹ�õ���Ʒ�İ�װ��̬����״̬�������õ�������״̬����Ҫʱ����Ѹ��������Ŀ�ĵء� 2.2.4�Ƚ��ȳ����Ż���������ٴ�ȡ �����ȳ�(first in first out)���FIFO������������Ʒ�ȳ������˼�� ÿ����Ʒ����һ���ı������ޣ��ڲֿ��зŵ�̫�����ױ��ʻ�ù�������ȳ��ı��ܷ���������ʹ��Ʒ�洢ʱ�����岻��̫��������Ч�ط�ֹ���ϵIJ��������Ͳִ������ijɱ��� ��5S�����У����ǹ�ע�IJ���ΪʲôҪ�����Ƚ��ȳ����������ʵ���Ƚ��ȳ��� ���ȣ����ǿ��Բ���һЩ�����Ի��ܣ��磺б��ʽ��������ʵ���Ƚ��ȳ������ڣ��������������ĸ߶ȶ��ǿɵ��ģ����ǽ�ȡ���˵���һЩ���Ӹߵ�һ�˷Ż����͵�һ��ȡ����ȡ�������Ʒ���Զ��Ӹߴ������ʹ��������ٴ�ȡ��������ͼ��
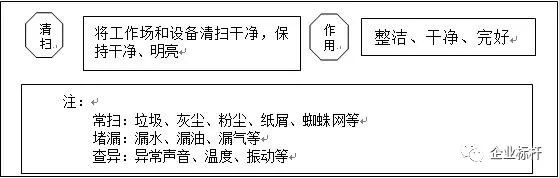
5��S�У���ɨ�Ǹ�����ҵ����Ϥ�IJ��֣�����5S��ɨ����ҵ�ճ����е���ɨҪ����һЩ������������������ɨ���������豸�IJ�������࣬�Լ���Ⱦ����Դ�������� 2.3.1��ɨ�����ƣ�������ʾ �еij����ڱ������״̬�Ĺ����У��Ѿ��䱸��רְ����ɨ��Ա����Ч�������ã�Ϊʲô����Ϊ��λԱ��û�вμ���ɨ���̣��Լ���ɨ�Ͳ�����ϧ�������ֳ������ٴ����ҡ����ԣ�Ҫ������ɨ����������Ҫ����λԱ�������������� ���ֳ�����������������֣�ʵ�����������ƣ����ε��ˡ�Ҫ����ÿ������Ҫ�������ˣ�ÿ��Ա����Ҫ������������©����©�ˡ� ��©�ˣ�ÿ���˶�Ҫ������ɨ�������ÿ���°�֮ǰ����ӽ�����ɨ�����㵽������ɨ�����Ķ���ɨ���Ķ��ȡ� ��©�����Dz����������˵�������������������кܶ����˸�������ǣ���ô�ֳ���ɨ�ͺ�����Ч���С� Ϊʲô�ÿ��ӻ���ǩ���������ɨ��Ч������Ϊ���ӻ���ǩ���Լ�ǿԱ�������θС��߳��ġ�Ա�������־��ڿ��Կ��ü��ĵط������������̫���ң�Ա�������˼��ͬ�´��к������⣬�쵼������ɨ������飬�����ֳ����Ҳ�ʱ�����������ҵ������˽������ġ� 2.3.2��ɨ�������������ǣ���ʱ��ɨ ȷ������ɨ���������ƶ�����ɨ����Ա���Ǿ�Ҫ��ʼ���й����ֳ���ɨ�� ��ɨʱ����Ҫ��ɨ�ĵط��������������ܿ����ĵط���Ҫ�������ǣ����ذ塢ǽ�ڡ��컨�壬�����������涼Ҫ��ɨ�øɸɾ����������������ѻ��Ļҳ��۹��� ���豸���¡���ܺ���Ľ����ͨ���������ĵط�ҲӦ�������泹����ɨ���Ӷ�ʹ������������������ࡣ �ø�����Ч������þ߶Գ��ء�������д�ɨ��ȥ��Ļ���磺 ����ɨ�㡢�ϰѶԵ������ɨ���ϲ��� ����Ĩ�����豸����������Ĩ���������� ����ë����ɴ���Թ���̨���칫�����в�ϴ��ȥ��ȣ� ����ɨ��ʵ���ճ�����֮�У��涨������ɨ�����ݣ�������ʱ��ÿ�ա�ÿ�ܵ���ɨʱ������ݣ�����Ա��������ɨϰ�ߡ� ������Щ���ײ����۳�����м�ij��ϣ�Ҫע���ڹ�����϶��ʱ����ʱ��ɨ����Ҫ�ȵ��°࣬������һ��������ٽ��������������ȿ��Է�ֹ�ϰ��ڼ����Ⱦ��ɢ�������Լ����°�ʱ����ɨ�������� 2.3.3���û����豸������ɨ����豸״�� �豸�������Ⱦ�����ǻҳ������ۣ������������ϡ����;�����������ʹ��������Ӱ���Ʒ���������ԣ�Ա�����뾭��ϸ�ĵض��豸������ɨ�����ԣ�ͬʱ����ض��豸���ߵȽ��м�顣�ڱ�֤�����豸һ����Ⱦ���ɸɾ�����ͬʱ��ʱʱ�����豸����ѹ���״̬�� �豸��ɨ֮ǰҪ�˽�ÿ̨�豸�Ĺ�������ܣ���ȷ��ɨ����ķ����� ����ɴ���鲼Ƭ�����˵�Ĩ�����л�е�豸���ã�Ĩ����СҲҪ�ʵ������Ĩ��̫С������Ч�����ã����Ĩ��̫�����˷����ϣ�����̫������ϴĨ���� Ҫ���豸�ڲ�������ɨ����Ҫ�����ǡ��ܡ����ܡ�ˮ��������������ð�̡����ͻ��ˮ��©�͵�λ�þ���������Ҫ�ص����ȷ�ϵIJ��֡� 2.3.4��ɨ�þߣ�������á����ֿɼ� ��ɨ�þ߰���ɨ�ѡ��ϲ�����������������ȡ�����Щ��ɨ�þ�Ҫ�����������������ɨ�þ߳�Ϊ��Ⱦ��Դͷ�� 1����ɨ���ߡ���������þ�ʹ�ú�Ӧѡ�����˵ĵط����й���ڷţ��в���������ӣ����������а��ֳ����ۣ�ͬʱ���ָ��´���ɨ����Ѱ�ҹ����ʱ�䡣 ����ɨ���þ�Ӧ��֧���ң��ֱ����ϣ��������Ҷѷţ� ���ϰ�Ӧš��ˮ�ֺ����ң�����Ūʪ�ذ壻����������������̵��аѼ��У� ��Ĩ���Ĵ�СҪ���ˣ�������˳�֣�Ĩ��Ӧ���ҷţ� ��ɨ���Ĩ����Ӧ��������������������ѷ�Ĩ�����ƻ��ֳ�������ȡ� 2�������䡣�������������䣬��������������ա�������Ϊ���������������ϡ������ȣ��Ͳ�������������������������ע�������������ҵ�����ֿ����á� ������������У�Ҫ��ȷָ������������������ܳ���ƽ�棬Ӧ��ʱ��գ������������硣 3�����߾ͽ�����ԭ�����Ƿ��ֵصµ����������м����Ҫ���д�ɨʱ�����������ɨ���߷��ù�Զ����ô����ͻ����������ٴ�ɨ��˼�롣 ���ڹ�����Ա����Ҳ����Ϊ���ͼ���·��ûʲô���ӵģ���ʵ�������ֲ�ΪԱ�������������ֱ�Ӻ������Ա��������Ӧ���� ����ɨ���߷��ڽ��������ܿ�����Ӱ�����ۣ����DZ���Ա����������Ч�ر�����ֳ�����δ��ʱ���������������� 2.4���
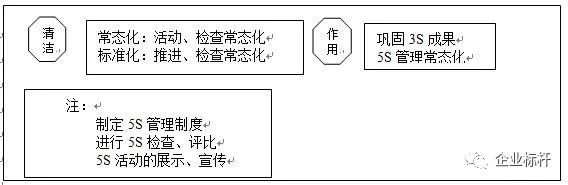
�����������١���ɨ��һʱ���������ѣ���Ҫ����ά�ַdz������ס� �ڿ�ʼǿ����ʵʩ5S��ʱ����һЩ���ƣ���Щ�˶����ô�Ҷ������������������������˶���Ӧ�õġ��DZ���ģ���Ϊ�������ڶ�����Ѹ�ٸı乤���ֳ�����ò�� ���ǣ��˶���ȱ��������ÿ죬ȥ��Ҳ�죬�����ֳ�������״̬����Ҫʱ�̱��ֵġ�Ҫ�뽫�õ��������ڹ᳹����Ӧ�����йصķ�����Ҫ���ܽ�������γɹ淶�롣���ԣ�6S�����еġ���ࡱ����Ҫ���˶�ת��Ϊ�����ж������õij����������������γɹ����ƶȣ����ڹ᳹�������ϼ��Ľ��� [ �� ] һ��������
����������
������ɨ��
�ġ������
�塢������
2.5����
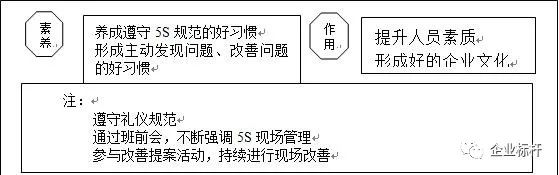
������У����ǻ�������̵������������������ȿ���û�н����ı��֣��ڹ����У�����������ġ����������������ع����ƶȿ�����û�������ı��֡� ������5S�У����ǻ�����ֳ�������ع滮����Ϊ��ֹ�Ϻ��淶����Ϊ��Ϊ�������� 5S����������ɱ���Ϊ���¼������棺 1�����ظ��ֹ����ƶȣ� 1����ǿ�ҵ�ʱ�������س��ڡ����������Լ��ʱ�䡣 2����װ���룬��ȷ������ƻ���֤�� 3���Ծ�ά���������������ࡣ 4��������ò�� 2���������õĹ���ϰ�ߣ�������ҵ ����ǿ�����dz����������õ�ϰ�ߣ����ǻᷢ����5SʵʩЧ����ɫ����ҵ�У���ʵ�ܶ�Ա������������ʶ�����������˶���5S���л����Ϊ�����ѽ�5S�����һ��ϰ�ߡ����ԣ���5S��У����Ϸ�����Ҫ��Ա�������������١���ɨ��ע�ⰲȫ�ȣ���Ŀ�IJ�������ϣ��Ա���������ںã��豸���øɾ����ѣ���ҪĿ�Ļ���ϣ������ͨ�������С�����ķ���������DZ��Ĭ�����ı����еIJ����������������õĹ���ϰ�ߡ� 3���������������ڴ��� �����������������ع淶���������ڽ����ֳ������ϡ� ÿ��˼���ͷ��������еġ��˷����������⣬��Ѱ�ҽ�������ͻ�ƿڡ����������������⡢��������ĺ�ϰ�ߣ����ܴӽ�������л����Ȥ�����������ĸ��ߵ����֡� 4���γ����ù�����Χ����ҵ�Ļ� ͨ��5S������ʵʩ��������ʹ���˶Թ������þ�����ͬʱ������Ա�����ܵ�ǿ�ҵ��ŶӺ�����Ϣ����֪����ǿ���ŶӺ�����ʶ��ʹ��ҵ�Ļ��õ���������ҵ���ľ������õ���ǿ�� ������ Ŀ�ӻ������ı��ַ�ʽ ��һ�ڣ���ɫ�� 1��ʲô����ɫ���� ��ɫ���������������Ƕ���ɫ�����ķ�Ӧ��ϰ�Լ��ֱ���������������������ҵ�ڵĹ��������ʵ������һ����ɫ������,ʹ�κι������������ú졢�ơ��̡��ȼ�����ɫ�����ƣ���Ա����Ȼ��ֱ���غͽ�ͨ��ʾ�����ϣ��ﵽÿһ���˶����ⶼ����ͬ����ʶ�ͽ��͡����ò�ͬ����ɫ��������ͬ���������������ݻ�״̬�ȡ� 2����ɫ�������ص� (1) ��������������ɫ������ (2) �����۾����õ��Ĺ��� (3) ������ ���� (4) ������ʩ (5) ���������������� ,���������� 6) ���ˮ �Ĺ���ְ��Ŀ����ս 3����ɫʹ��ԭ�� �� ��ɫ����ʾֹͣ������Σ�ա����� �� ��ɫ����ʾע�� �� ��ɫ����ʾ�յ� �� ��ɫ����ʾ��ȫ�������С����� �� ��ɫ����Ϊ����ɫ���������ּ�ͷ�Ǻ� 4����ɫ���������
�ڶ��� �μ��� �μ������ò�ͬ����״��������ͬ����Ʒ�� �ŵ㣺�˷������������Ʒ�Ƿ�����ʧ �繤�߹�����ȡ֮���ף���֮��Ȼ��
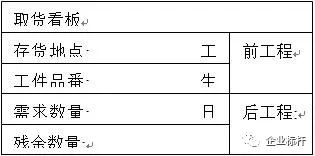
������ �������� 1��ʲô������������ ���������ǽ�ϣ����������Ŀ(��Ϣ)ͨ����������� ��ʾ����,ʹ����״�����˽�֪�Ĺ������������������ǹ������ӻ���һ�ֱ�����ʽ���������ݡ��鱨�ȵ�״��һĿ��Ȼ�ر��֣���Ҫ�Ƕ��ڹ�����Ŀ���ر����鱨���е��������������ͨ��������ʽ�����/�ֿ���/ͼ��/�������Ȱ��ļ��ϡ���������ֳ������ص��鱨��ʾ�������Ա��κ��˶����Լ�ʱ���չ�����״�ͱ�Ҫ���鱨���Ӷ��ܹ������ƶ���ʵʩӦ�Դ�ʩ����ˣ����������Ƿ������⡢�������ķdz���Ч��ֱ�۵��ֶΣ���������ֳ������ز����ٵĹ���֮һ�� 2�������Ĺ��� (1)������ָʾ��ҵ���鱨 ��ȡʲô����ȡ���١�ʲôʱ�䵽ʲô�ص�ȡ��������������������������϶�ָʾ������������Ա��ֻҪ����������������������ʱ�䡢������˳������ʱ�䡢��������Ⱦͻ���ȫ����� (2)�����ǡ�Ŀ�ӹ����Ĺ��ߡ� �����������κ�ʱ������ʵ��һ���ƶ�,������ܹ����ƹ������졢ָ������˳���ֳ��������� 3������������ (1) �������� �ڹ����ڸ�������֮��ʹ�õ�����ͳ�ƹ����������磺 a. ȡ������
b. �ͻ����� ������д��Ʒȡ��������,����ǰ�����ͻ�ʱ,���շ��嵥����,��Ϊ�´��ͻ������ݡ� d. �ź����� �ڹ̶�������������Ϊ����ָ�������,һ�����źŵƻ�ͬ��ɫ�ı�־�� e. �������� ����ָ����ʱ���ڲ����������������� f. �������� ������������˳�����ʱ,��ÿһ�������,�������ջء� g. ��ʱ���� �����г��ִ�Ʒ����ʱ�������ʱ�Ӱ�ʱ�õ�������ֻ��һ�Σ��ñϺ��ջء� (2)������������ a. ָʾ������ �ֳ������߲����Կ�ͷָʾ,���ǽ������ʹ��ҵ�����˵������ҵ���ݡ� b. ���ȹ����� ��˰����йؼƻ�����������,�˽�Ӱ���ڱ��ʱ�ı�Ҫ�ԡ� c.���ڹ����� Ϊ�˽�����ǰ����,���˽�ÿ�ΰ��ŵĽ��ڡ� (3)��ʱ���� ��ʱ�������ڽ����豸��ȫ���豸��������ʱ�������Ҫ�Ӱ�������ʱ����ʹ�õ������� 1������һ��Ӧ��Ҫ�� (1)���ֲ���̫С��̫�࣬�����Ҫ����ɫ���䡣 (2)���о���Ч���� (3)��Ӧ�÷�Χ�� A������������������������ͼ������������ ���������ȣ�����Ʒ��Ʒ����ʶ�� (���α༭����������) |








- ��һƪ��Ŀ�ӻ���������
- ��һƪ��û����



̸̸���Ը����µĿ�