





ժҪ:�й�������ҵ���ڲ��ܹ�ʣ���г����������Ϲ��ʹ�������ʯ��ú̿�۸�����Ķ����Ǽۣ�ʹ���ڸ����ڸ�Ͷ�롢�߲����������������֮�¡��ִ�������ҵͨ�����ϵĸ��»�������װ�����ͻ��������ִ�����Ʒ��רҵ�������ȫ�滯���ɱ���������ǿ���ľ���
|
�й�������ҵ���ڲ�����ʣ���г����������Ϲ��ʹ�������ʯ��ú̿�۸�����Ķ����Ǽۣ�ʹ���ڸ����ڸ�Ͷ�롢�߲����������������֮�¡��ִ�������ҵͨ�����ϵĸ��»�������װ�����ͻ��������ִ�����Ʒ��רҵ�������ȫ�滯���ɱ���������ǿ���ľ������������ִ�����װ������������ͨ�����������ֶ�Ϊ�ͻ��ṩ��ɫ��Ʒ���Ǹ�����ҵӦ���г����������ռ���г�����Ҫ;�������꣬�����ִ�������ģʽ�ķ�չ�����������ľ��滯�ܿض���ѹ��������Ż����̡����ͳɱ��������ʽ�ռ�õĹ������������ԡ� ����������ʮ����ķ�չ��������2003������ͨ��ʵʩ�������ߡ���չս�ԣ��߱���ǧ��ּ��������ܣ������ҹ�������ҵ��һ����ʵ����װ�����ͻ��������ִ�������Ʒרҵ�������ľ���ʵ����������������Ͼ����г��������ƣ���������Ϣ������Ϊ�������������������滯�ܿط�������˻�����̽����ȡ��������Ч���� 
һ�����滯����������Ҫ��1.������ҵ�������ص�������ҵ����������ָ��������Ӫ�����У����չ����ص㣬�����������ԭȼ�ϵ����������������֡����ֵ�����Ļ�ѧ�ӹ��������ӹ����Ƴɷ��Ͽͻ��ض������ĸֲIJ�Ʒ���Լ����������������������Ĺ��������Ļ��պ������õ������������̡� �ڸ�����ҵ�У������������ṹȷ��������֮�������������ǿ������Բ�����ܵ��Լ������ˣ����ڸ�����ҵ�����������ԣ���Ҫ���ǰ�������һ����һ���ֵĹ����������ý��������ڿռ���֯��������������ĸ�Ч�νӡ� 2.���滯����������Ҫ�����滯����������������������˼��Ϊ��������ԭȼ�����á�����������̡��Ͼɻ����������õ��л������������ʵ������������̾�������������������������Ŀ����Ҫ�������������е��˷������������ɱ������̲�Ʒ�������ڣ�ѹ������Ʒ�������ӿ������ʽ����ת�ٶȣ���ǿ��ҵ���г��������������������У����и�Ч�������IJ�����������ȷ�Ĺ��̿��ƣ����桢��ϸ��ϵͳ�ܿأ�������ɫ���죬��չѭ�����ã���ѭ�ɳ����Է�չ�����������������ϵͳ�Ż������滯����������Ҫ�����£� 1)������������ĶԽӡ����ո�������ܺ��豸���е�Ҫ�淶���������֡����ֵȹ�������������롢�����������֤������������νӸ�Ч����ͨ�������н���ѯһ��רע������������������������������ѵ����Ŀ�����Ĺ������ʹ�˾�� 2)�����ʱ�������νӡ����ڸ�����ҵ�Ǹ����������̣������������������Dz��еģ����������������ȴ������У������½�����ʱ��ƥ�䲻��������Ȼ����ɸ������ʧ��Ҳ������Դ���˷��������������¶���ʧ������������жϡ���ˣ��ϸ��ʱ��ڵ����Ҳ�Ǿ��滯���������ı�Ҫ������ 3)��Ч���ͺĵĹ�����ҵ��֤����ּ�Ԧ�ִ����Ĵ����豸�������Ƚ��Ĺ������ƣ�����������ҵ�ľ����ơ�����������������������еķϡ���Ʒ�ȸ����˷����Ӵ���������Ļ��������ã����������ɱ��� �ɼ���������ҵ���������Ĺؼ��ǿռ���֯��ʱ����֯��ͳһ��Э����ʱ�������Ǹ������������ĺ��ģ������������������Ļ�������ˣ���ʵ�������У����������������ϵ�ƥ�����ʱ���ϵ���νӣ�����������������ʵ�־��滯���С� �������滯����������ʵ��1.ͳ�����ԭȼ����Դ�������г�Ϊ�����Ը������ԭȼ�ϲɹ��۸�Ϊ������ʵ�����Ͻṹ�Ķ�̬�������Ż��������������������ֹ�����Ҫ�����ݸ������ϵ��Լ۱ȣ������Ż�������ú�ṹ���ս����ṹ����¯��¯�ṹ��ת¯�����Ͻṹ����֤��ʱ�����������ֽṹ�ɱ�����ͻ����Բɹ�������ʯ��ú̿���������ϸֵȴ���ԭȼ�ϣ��Լ��ڲ�ѭ�������ķϸ֡����ֵ���Դ�����ɹ�˾ͳһ�ƶ���Դ�Խӷ��������ݸ������ڳɱ���ͽṹ����ͳһ���ã��������г��仯��ʱ��������������ָ����һ���IJɹ������������ȷ�����湩Ӧ�������������ͼ1��ʾ�� 
ͼ1 2.MESϵͳ��һ��һ��һ�廯�ܿ����꣬����������������ϵͳ����Ϣ�����裬�ֱ�����¯������MES��1780����������MES��2800mm�а����MES�ȶ����Ϣ������ƽ̨������ȫ�������Ƶ�����������ʵ�����֡��������������һ�廯�ܿء�����MESϵͳ�Ƚ�����������¯��֯���������ĺ�ۼƻ������Ϊ�Ըְ�Ŀ�Ϊ��λ���ۼƻ����ڼƻ���Դͷ����������ת���Ի������滯������MESϵͳ����������Ϣ��ͬ�����������ƣ��Լƻ�ִ�й�������ˮһ��ˮһ����һ�ְ��ÿһ���ӹ����칤���������ʵʱ����������ʵ������һ��һ�����������ľ���ܿء� ��һ��һ��һ�廯�ܿص�ʵ�֣��ٽ��˰�Ļ��������������������������ʹ��־�Ű�������ۺ�ˮƽ�Ĺؼ�ָ�ꡪ������Ʒ�ʵõ�����������һ�ٴﵽ�����Ƚ�ˮƽ������Ʒ�ʱ仯��ͼ2��ʾ�� 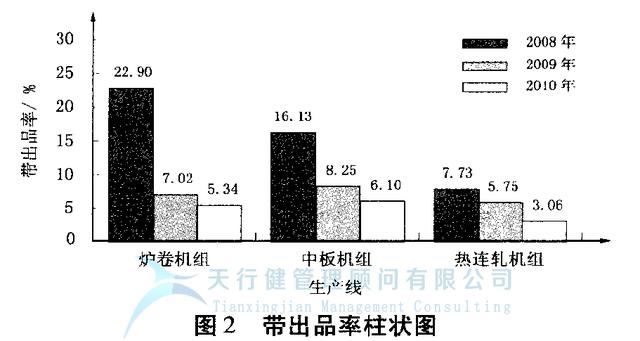
3.�з�Ӧ�����ֹ�����������ϵͳΪ��ʵ���������������ơ��������������������һ������������Ϣ�Զ�����ϵͳ�����ÿɿ����г���ȷ��λ���ټ������г��ƶ����ؼ���������������������Ϣʶ����ʵ�������ֹ��̽��������Զ����ٲɼ����ڹ������Ƚ����˸��������İ����֡��ֹ���¯�������������ְ�����ֳ���̬��ʱ���������ϵ�������������ĵ�Ŀ��Ҫ��ָ������������֯���ղ�����ʵ�����ֹ��̵ľ����ơ�����Ŀ�����·���ȡ���˼�����ͻ�ƣ�
�ü��������������ĺ���ģʽ���º������Ϊʵʱ���أ�����ͳ�ĸ������Ϊ���Ÿɣ���Ϊ���ָ��������Ĺ������ȵ���Ҫ����֧�š�Ŀǰ35tת¯��100t��150tת¯���������ķֱ�λ�ӹ���ͬ��¯�͵�һλ�͵ڶ�λ������������ָ��仯��ͼ3��ʾ�� 
4.��������ʱ�̱���ģʽʵ��ʱ����������¯�����߹���װ���ص��Լ���Ϣ������ˮƽ��ͨ�������·ϵͳ�ġ��г�ʱ�̱�������ģʽ������������ʱ�̱�������ϵͳ�����֡����������������ָ�������ҵ�����趨�Ĺ����������������������Ϊ������������ʽ�������Ƴ���ˮ(����)���������ļƻ�ʱ�̺ͼƻ����ʱ�̣�������֯��ȫ��������ʱ�̱������У��ϸ�ִ��������ʱ�䣬�ϸ�����ʱ�̱��ļƻ��ڵ���֯������ʹ�ò��߸�����������ƽ������ɿأ��缫��ѹ���������������ġ�ú�ĵȴ���Ƚ��ͣ��괴Ч3800��Ԫ���ϡ� 5.����ʹ�ö����и���ڵڶ����ֳ��ɹ��з������������������¼�����������Ӧ�Զ�����ģ��Ϊ����ʵ���˶������������ԡ��������и� ���������߳��� �Զ����ơ���λһ��ջ����Ƶ��¼������ü�������������������ֱ�������������������ն��������ϵı���Ҫ��ʹ���Ƴɲ��ʡ�������ƽ���ֱ����0��65����0��205��������������ģʽ��ȡ���˴�ͳ����������������ģʽ���״��˹��������������������¼�������ģʽ����������������һ��������ͬʱ��˹���ұ���������������������ļ����հס� �ü����ijɹ�Ӧ��ֱ����������Ƴɲ��ʣ������������������������ƹ������徭��Ч�棬һ��Ͷ�þͲ����˿ɹ۵ľ���Ч�档�����¹����Լ��٣���Ʒ��������ͣ����Ҵ������˹����Ͷ�ǿ�ȣ��������ȶ���ά�����ջ�������Ϣ������������ϵͳ���ؾ��ȴﵽ99��67���������Խ���ܣ���������������������и����������ƹ�����Ͷ�ϲ�ƥ���ì�ܣ���˹����������ļ����հף���ұ��������й㷺�ƹ�Ӧ����ֵ���괴Ч1259��47��Ԫ�� 6.����������͡�ֱװ��1)����100tת¯��150tת¯�������պͳɱ��IJ��죬������2800mm�а����Ĺ�����ʽ�����ֳ�������֤�Ļ����ϣ����ݵ�λʱ���������½����ɣ��������¶�������Ϊʱ������������Ϣ���ֶΣ�ϸ���������͵�ʱ�ʽڵ㣬ʹ�а�������������2009��11����ߵ�2010��80�����ϣ�ͬʱ���������Ʒ�����ת���и���ã��괴Ч2300��Ԫ���ϡ������н���ѯһ��רע������������������������������ѵ����Ŀ�����Ĺ������ʹ�˾�� 2)Ϊ�����¯����Ч�ʣ�����ȼ�����ĺ�����������߳ɲ��ʣ�����MESϵͳ�������ƣ���2009��3�·ݿ�ʼ½����¯����1780mm���߳ɹ�����������ֱ����װ���գ����ɹ��ƹ�Ӧ�á�ʵʩֱװ��¯���������¯ú�����Ŀɽ�Լ46m3��h��1780mmú��������1����������͵�ƽ��6600m3��h��ú����Լ50�����ϣ�����¯�������50�����ɲ������Լ1���� 7.ұ�������Ļ�����������1)�����ĸ�Ч���������2010��1�£����ֽ��ɸ������˴��������ߣ��ı��˴�ͳ�����ø����������գ��괦��������65���������90��֡��ù��ռ������������ص㣺
2)����������Ķ�����Ӧ�������֡����������ֹ����У�����������ij����ҡ����ࡢ������Ƥ�Ⱥ����������TFe��Լ30����70�������кܴ����������ֵ�����㷺Ӧ�����ս�����ʹ�á����ָ���ת¯�����ص㣬�ɹ������˶����̻������ù��գ�������������ҡ����ࡢ������Ƥ��һ���ı���ճ������ɺ�ͨ���ϸ��϶����λ�ϲּ���ת¯ֱ������ʹ�á��˹��ն���ת¯�����������罦�����������������������Ч����ͬʱ����Ϊȡ���˲��ַϸ֣����������ĺͳɱ�Ҳͬ���������͡� �������滯��������Ч�����������ִ������ռ��������ֶΣ��������ƴ��ºͼ������£�����ϸ����ȷ�����Ĺ�����ᴩ���������̹ܿ�֮�С�ͨ�����Ͻṹ�Ķ�̬�������Ż���ȷ�����������������Ͻṹ�ɱ�����������ֹ����������١����������иMESϵͳһ�廯�ܿص��¼����Ŀ�����Ӧ�ã�����������ϸ֯���̿���ˮƽ�ķ���������ͨ�������Ż��㷺��չ����������Ļ����������ã�ʵ���ˡ����ŷš��Ŀ���Ŀ�꣬��������ɫ�����ѭ��������� �ġ����滯���������ṹ��Գ������ǵijɱ�ѹ���Ͳ���ѹ��������ռ䣬ͨ��ԭȼ�ϵľ��湩Ӧ������������̾�ϸ���ơ�������ϸ������������������ۺ����õȴ�ʩ�������������������������������Ŀռ���֯��ʱ���νӵľ���ܿأ�ʵ�������������ľ��滯���У������������ɱ���������������Ӫ��Ч����ǿ����ҵ���ľ������� |
- ��һƪ����ɳС������ҵ�����������ϵ�л��������������豸������ѵ
- ��һƪ��û����



̸̸���Ը����µĿ�