





ժҪ:ǰ�� �˴��˷� �Ƿ���������ʽ�зdz���Ҫ��һ�������������ΪҪ�����˷ѣ��������ƣ���ҵ���ܱ���������ת���������Ż���������ô�������Ǽ����������IJ��֡� 5 ���˵��˷�
|
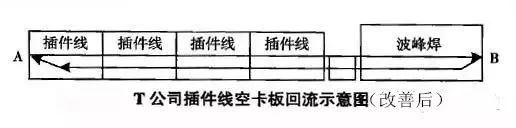
ǰ�� �˴��˷� �Ƿ���������ʽ�зdz���Ҫ��һ�������������ΪҪ�����˷���������������ҵ���ܱ���������ת���������Ż���������ô�������Ǽ����������IJ��֡� 5 1.��������������Ʒ����Ʒ/���Ʒ/����/���ĵȣ���Ҫ������Զ��������������������Դ���ˡ��������ء���Դ��ʱ��ȣ�����Ʒ���������á��ѻ����ƶ������еȷ�����˷�ͳ��Ϊ�������˷��� ��Ʒ���������У����������еĹ�����ͬһ�ص㡢ʱ������ɡ����Ķ����Dz��ɱ���ġ����ǣ�����������ֵ�ģ��ͻ��Dz����ѵģ�����ӦŬ�����������������˷��� ��1��ֱ��Ӱ�졣 �������˷���ֱ��Ӱ����������Ҫ�������� ���������µ�����/�ѵ�/���ж���Ҫ�����豸���������ʩ�ռ䣬��Щ����Ͷ�붼��������ҵ�ijɱ��� ������ʹ����Ʒ�����������˼���ʧ�Ŀ��ܡ� ��2��DZ��Ӱ�졣 �������Ĵ���ʹ������Ч���Ʊ��½��� �������������������ȣ��ӳ���L/T��Ҳ���������WIP������� �۹���������ͳ���⣬���ܵ��²���ȷ�Ĵ���̵㡣 ��3������Ӱ�졣 �Ƴ��˸��ͻ��Ľ���ʱ�䣬��������ͻ���Թ�������ӵ����Ҳ��������ҵ����Ӫ��ѹ����������Щ����������ҵ���ʺ;������� ��1���������ּ�����ģʽ�� �����ǹ����䲼�ּ�����ģʽ���������������϶࣬��Ʒ�ֵ����ر��٣������豸��Ҫ���й��������磬�Գ��ػ��������ر�Ҫ����ô�����豸���еIJ��֡� ���������������ϲ������豸����ʽ���֣������ᳫ����ʽ���֣����ղ�Ʒ���̽��豸�ų�һ�����������ߡ� ����dz��ڵIJ��֡����ڲ���ʱ�����Ƶ��Ƴ̲�������ǰ���Ƴ̷��롢·���ػء����ۡ����ӣ��µ���ҵ�����������������õȿ϶�����������˷��� ����Ǿֲ�ϸ�²��֡�������������ҵ����վ����ҵ�����ֲ�ͬ��ҵʱ����̨��β��õȣ��������û���������˷��� ��2������������ �������������С��������������ϵͳ��Ӱ���Ǿ�ġ��ڷ���������ʽ�У��ᳫС����Ƶ�������������Ұ�������ϵͳ��ƻ��������������ȡ� ��3�����������ԡ� ��������ָ��ҵ��Ҫ����������豸�������Ƴ̼�Layout��Ӱ���������ҵ�ڽ������滮���֮�������ڶԹ����ķ�չǰ��û��һ�����ʵ���ʶ������δ�������ԵĹ滮��������������������豸�Ժ�����������豸��ԭ���滮�ij����Ȳ����ݣ���ȻҪ���ٳ�������͵��������˷��IJ�����Ҫ��������������Ҫ��ҵ�г��ڷ�չ���۹⣬���������������������ܴ�Ӱ�졣 ��4��������ʽ���ߡ� ������ʽ������Ӱ������Ч�ʵ���Ҫ���أ����糣�������������������������ݡ������ݡ��泵����ѹ�������ҳ�������ר���������ߵȡ����Ǹ��Ե�����Ч�ʡ�ʹ�ó��϶�������ͬ���������ǡ��ʹ�þͻ���ɵ�Ч�ʺ��˷��� ���ڹ����䲼�ּ�����ģʽ����������Ҫȷ����������Ķ��٣����Ķ��٣����������Ƿ��������豸�Ƿ�����ά�����Ƿ���Ҫ���й�������ô���ǻ����Ϳ���ȷ�������豸����ʽ�IJ��ֻ��ǹ���ʽ���֣�����Cell�ߡ�һ�������ǹ̶���ˮ�ߡ� ���ڳ��ڵIJ��֡���Ϊ�����ߵ���״�ܵ���Ʒ�ͳ��ص���Լ���ɴӰ�װ���㲿����Ӧ���������濼�ǣ�������Ϊ���ʵ���״�������������Ҫע���࣬�����ԣ��м��Ƴ̷ָ·��Ǩ�ء����ۡ����Ӽ��µ���ҵ���ع���ҵ���������⣬���������ߵ��յ㣬Ӧ�����ӽ�����������������߹���ȡ� ���ھֲ�ϸ�²��֡�Ӧ�ö�����̵ĽǶ��������������ֳ���ҵ�����������˷��IJ����� �������������������ᳫ������С������������������Ƶ���������� ������������ʽ�����ߡ�����Ӧ����ѭһЩ����ԭ���� �ٻ�е��ԭ����������е���������˹������� ���Զ���ԭ�������Զ�������������Ҫ�˹����ء� ������ԭ������������ʱ�䡢Ƶ�Ρ���������ʽ���ص�ȸ��ֲ���������������Ҫ�����ԡ� ������ԭ����һ��ϵͳ����������Ҫƽ�⣬�Ա���æ�в������������ ��ֱ��ԭ����������ϸ�¹滮���÷Ų�Ʒ�Ĺ滮�У������ڳ��ڳ���滮��Ҫ���dz���������ʱ����Ҫ�չ˵�ֱ��ԭ���Դﵽ���Ч�ʡ� �ް�ȫ��һԭ��������ȫ�����Ľ�Լ���¹��������˷����������������������ʱһ��Ҫ�������ȫ��һ����ԭ�� ���潲һ��������T��˾��SMT�ߺ�����ֲ���ߣ�ÿ����Ʒ����װ��һ�������Ϲ����庸��Ȼ���Ʒ����ȥ���տ�����Ҫ�ٷ���������װ�µIJ�Ʒ�����������������̾�������ͼ�д�A��B���ٴ�B��A����ԭ��B���Ŀտ������������жѷ���һ���������У�����ѹ��������������������ȱ���ǿտ����WIP������Ҫ�����Ŀտ��壬�����˳ɱ����������Ҫר�����տ��壬�ڶ��������˳ɱ�������Ƕ����ֳ���5SӰ��ܻ����������ֳ������ټ���ࡣ
�����У���ҷ��֣����ؿ����A��B�����������Զ������ģ����������²�����������������ŵõ�һЩ����ȫ�������ɿ����Զ���������������ʵʩ�������ɹ����տ���ͨ�������Զ������������˿տ���WIP��������ר����������ˣ��ֳ�����ˣ�5SˮƽҲ�����ˣ������ͼ��
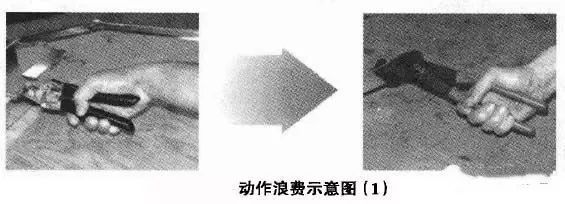
6 �����������˷���Ī�����������˷�--��������˹����������˹���ִ���ҵ���̵���Ҫ�����֮һ�����ص��о��˵���������������˵��������Ʒ���豸�ռ�����22��ԭ�����������ڶԱ���22��ԭ���ʱ���Է������ǹ����е����������Dz������ģ����˷��ġ� 1.����:�����˷�ָ�������������ϵIJ����������µ�ʱ�䡢Ч�ʡ����ء���Ա�������ȷ�����˷��� �������˷�����ʵ����ҵ�й㷺���ڵ��˷������������۵���Ϊ����û��ʵʩ���������Ĺ����У���ҵ��������һ�������ʱ��������Ч�����������˷�����Ϊ�����������е�ÿһ�����������������ȷ��Ŀ���ԡ������ͼ��ٵ�������Ϊ�˴ﵽʲô�������Ӧ�����������ˡ�û�����������������ֻ�ᵼ�¹���ʱ��ͽ���������ӡ������˷����˻���ν���ӳ���ʱ�⣬���ή�����IJ�����Ч�ʣ����ӳ��ؼ���Ա��ռ�ü����ã�ͬʱ���������������ᵼ������ƣ�����������˺��� ��������ͼ�����������ǰ����ʹ��ֱ���ǯ�ӣ���Ҫ��������һ���Ƕȣ��������˵����������Բ���������ҵ�������㡣���������ͼ�н�ǯ��ͷ�ij���һ���Ƕȣ��˵IJ��������˵������ص㣬���������������Ч�ʣ��ּ������˵������˺���
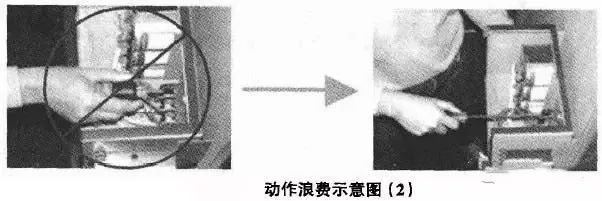
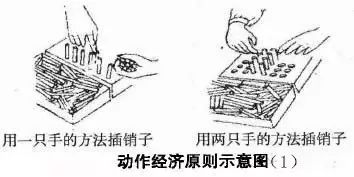
��ͼ�У����ǿ���һ��š����˿����ҵ���������ǰ��ͼ�����ǿ�������˿�����ˣ�Ч�ʺܵͣ�Ʒ��Ҳ�ò�����֤�������������ͼ�У���˿���ӳ��ˣ����ڲ����ˣ������Ч�ʣ�Ʒ��Ҳ�õ��˱�֤��
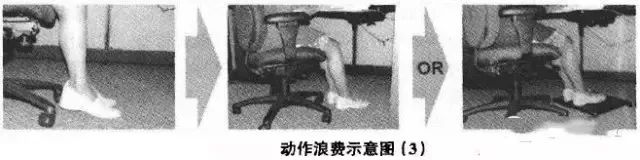
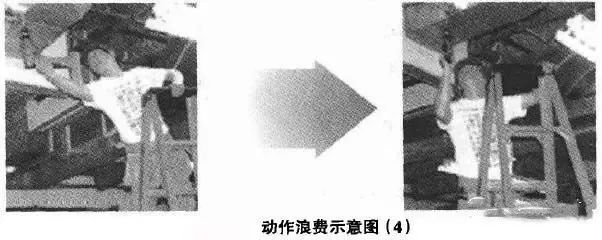
��ͼ�İ����У�ͨ���������Ӹ߶Ȼ�������ҵ�߽ŵ��°�װһ�����Ӵﵽ������ҵ�����Ч�ʸߣ��������˺���Ŀ�ģ�����һ����С����������Ӧ���Ǿ仰������������������
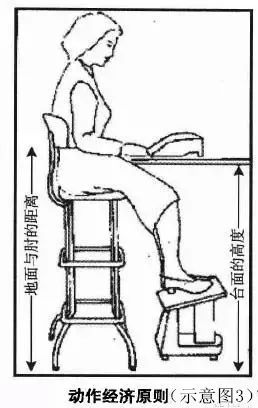
����ͼ�İ����У�����ǰ����ͼ�У��������컨�������ʱ������λ�ò�������������Ӱ��Ʒ��Ч�ʡ���ͼ�У����������ӵ�λ�ú����λ�ú������˵���ҵ����ƣ���ˣ�Ч��Ʒ��Ҳ�õ��˱�֤��
�������˷������ںܶ���ҵ���������ж����ڣ������������˷�������Ҫ������12�֣� 1)���ֿ��У� 2)���ֿ��У� 3)��ҵ����ͻȻֹͣ�� 4)��ҵ�������� 5)�����ֽ����� 6)���й��ࣻ 7)ת������̫�� 8)�ƶ��б任��״̬���� 9)�������ɣ� 10)�챳������ 11)���������� ��Щ�������˷������ʱ��������ϵIJ���Ҫ���ġ� ��1�����������ã�Handling���� ��2����Ʋ�������Design���� �ٿ�ͬʱ��ɵ�δͬʱ���ڲ���Ҫ�������ӣ��ۿ�ͬ���ͬ����δ���ǵ���/ת��/ȡ�ţ���������Ҫ���ҡ� ���������ľ���ԭ���������������ķ����������ijһ����������ֽ�Ϊ��С�ķ�����λ������ҵ���ж��Եķ������Ӷ��ҳ�����������������������Ч���������˷����Ӷ�������ҵʱ�䡣 ��1����Բ��������ò����������˷��� �ٰ�����ԭ����ƹ�վ���������������� ���ƶ�Check list���ھ���Ӧ�˷������������� ��2�������Ʋ������������˷��� ����Ʊ��뾭����֤�ſ���ʵʩ��ͬʱ�ƶ���Ӧ�Ļ����ƶȣ� �ڸ�������ѧ������Ʒ������幤Ч����ҵ������ 5.��������ԭ������ ����İ������ͼ�12�������˷���Դͷ�������ݵ�����������ԭ��������������ԭ���ֽ���������ԭ�����ɼ�������˹��Gilberth����20����20����״���������ѧ������о��Ľ����ɵ�������ҵ������һ������ַ����ǻ�����ҵ�����ַ���ϵ����Ҫ����ɲ���֮һ������������22� ��1������������������棬����10� ��˫�ֲ���ԭ��˫��ͬʱȡͬ����������ҵ���ȵ���ȡ��ͬ��Ķ�����ҵ�ϲ���ƣ�롣����ͼ�İ����У���ͼ�е��ֽ����Ӳ�����У���ͼ����˫��ͬʱ���������Ӳ�����У���ͼ����Ч�ʱ���ͼ�ĸߡ�
�ڶԳƷ���ԭ�����ܴ��Եľ��ޣ�˫��ͬʱֻ����ͬ�������飬�����ò�����Ա˫�ֲ��ã��������ҵ���ݾ�����ͬ����ҵ���þ���Գƣ���ҵ����������Ҳ����������ҵϰ�ߡ� ���ų��ϲ�ԭ����Ҫ���������˷�����ʱ�䣬ʹ����Ч���½���Ӧ���Լ��٣�����ͨ�������ĺϲ���ʹ���ظ��������������١� �ܽ��������ȼ�ԭ�������ȼ��Ǽ�������˹�о�����ʱΪ������������λ���˶���Χ������Ч�ʡ�ƣ�ͶȵĹ�ϵ�������ġ������ȼ���Ϊ���࣬��һ�����弶�������������ӣ�ƣ�Ͷ�Ҳ����������Ҫ������Ƶ͵ȼ���������
�ݼ�������������ԭ���ڹ����ֳ�Ӧ������������ʹ��ҵ�ߵ�����û�����ƣ���������ҵʱ�������Żᴦ�ڽ�Ϊ���ɵ�״̬�� �ޱ�������ͻ��ԭ�������Ĺ����У������ͻȻ�ı䷽���ֹͣ����Ȼʹ������������ͣ�٣�����Ч����֮���͡���ˣ���������ʱӦʹ����·�߾�������Ϊֱ��Բ�����ߡ� ����������ԭ�������������ɵ�����������ҵ���ڲ�̫��Ҫ�жϵĻ����½�����ҵ����������ͣ���������жϵ���ҵ��ʵ���ϸ���������ƣ����˳�������Ĵ��Ѳ��Ϻ��߰ڷ��ں��ʵ�λ�ã��DZ������������Ĺؼ��� �����ù���ԭ�� ���ֽŲ���ԭ����ͼ��
���ʵ�����ԭ����ͼ��
��2�����ڹ������ʹ�÷��棬����6� �����ù���ԭ�� �ڹ������ܻ�ԭ����ͼ����
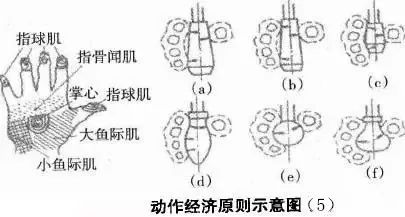
�����ڲ���ԭ�� ͼ�£�a������b������e�������ֱ���Ƶ���ʽ�Ϻã���d������e������f��������ʽ�������������ֻ�ʺ���Ϊ˲�����������IJ����ֱ��� ���ʵ�λ��ԭ�� �ݶ������ԭ��
��˫�ֿɼ�ԭ��ͼ�£���
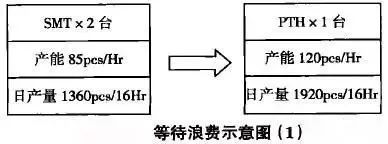
��3�����ڹ������ز��÷��棬����6� �ٰ���������ԭ����ͨ������ԭ�۰�ȫ�ɿ�ԭ�ܸ߶��ʵ�ԭ�ݱ��ⵣ��ԭ��������ԭ�� �������������������ԭ����Ϊ���ǹŵ乤ҵ���̵Ļ����������ڴ˲���������Щ���ӵ�ԭ����������������˷�������Ҫ����Ȼ���ֳ�����ҵ��������һ�������ʱ��������Ч�����������˷�����Ϊ������ô����ͨ������ԭ�����������˷����кܴ�Ŀռ䣬ʵ������һ���ֳ���ͨ����������������10%����ҵ��Ա�Ǻ����ģ�����ͬʱ����Ч�ʺ�Ʒ��Ҳ��ˮ�����ɵ����顣 7 �ȴ����˷������ǽ���7���˷������һ���������ֳ�����������ױ����Եijɱ���������˵����������Ϊ�����ֳ������ڣ�˵���������Ǵ����������ϰ��Ϊ�������ֲ��֡��ȴ������������WIP���߲�ƽ��ȸ�����ʽ���ֳ����������˶������ʹ����ǿ��һ�������������������������ͣ�͵ij����������������е���ֵ��Ҳ���������ȴ����˷������������Ƿ���ֵʱ�����Ҫԭ����Ҫ���������� 1.����:�������˻��豸�����ȴ�������ʱ�����á�ֹͣ�����¿����ȣ�״̬��ɵ���Դ�˷�������Ϊ�ȴ����˷��� ��1�����ϲ���ʱ��������˷��� �������Ƴ����Ͽɹ�ʱ����ô���������������и��Ƴ�ƽ�����������˻���������������ͬһ״��--�ȴ����˺ͻ������ȴ��� ��2��������ƽ����ɷ�ƿ�����ľֲ��ȴ��� ��һ������������εIJ���С�����β���ʱ�����������Ƴ�ǰ����WIP��ͬʱ�����Ƴ���һ��ʱ����Ҫͣ�����ȴ�����������Dz��ܲ�ƽ���ȴ������һ�֡� �ڶ������������������෴�����β���С�����β��ܣ�Ϊ��ƽ��һ��ʱ�����������Ƴ̵IJ�������������ƻ�ͬʱ�����������Ҫ���������ȴ�������ͼ��ʾ������
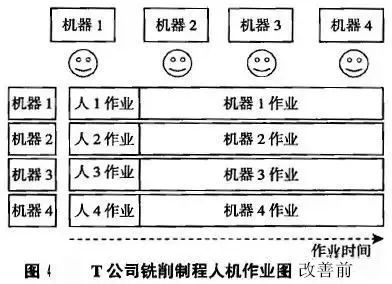
�������������Σ� PTH�ղ���1920pce/16Hr��SMT�ղ���1360pce/16Hr���������ŵĻ���PTH�Ƴ��ϰ��16��Сʱ����4.6��Сʱ�˺ͻ������ȴ�״̬�� ��3�������ƻ����µ��ȴ��� ��һ��������Ƴ̼������ƻ����Ų���������ʹ���Ƴ̲����������� �ڶ��������P/O��W/O������ɵ��������ȴ� ��4���������л���ɵ��ȴ��� ����ģʱ���˻�����ȴ�������ʱ��Խ�����ȴ�ʱ��Խ���� ��5���������豸ԭ���豸���ϡ��豸��У���豸�����ٶ���ת�ȣ���ɵ������Ƴ��ȴ��� ��6���˻���ƽ����ɵ��˻�������ȴ��� �˻���ƽ������ȴ��������˵Ȼ��������ˣ���������Ҫ�˵Ȼ����ǻ������Ǹ��������⡣����ÿСʱ��Ҫ������20Ԫ��������ͬ������صij���ˮ��ֻ֧��10Ԫ����ô�϶��û���Ъ�ŵ��˺��㣬������ԡ�������ҵ������������ǻ�����λ֧���϶����˵�֧����ö࣬�����˻���ƽ�����ĵ�һ�����������������˵������ �ڶ���������ǽ���˱����ȴ������⡣ ������T��˾ϳ���Ƴ���4̨������ÿ̨����l���ˣ��ֱ�ÿ�˿�1̨����ҵ���̷ֱ�Ϊ�� ����ȡ��Ʒ��װ�в�Ʒ��10�룩�� �ڻ�����ҵ�����ȴ���60�룩�� ����ȡ��Ʒ��װ�в�Ʒ��l0�룩��Ȼ������ѭ���� ������ʱ��10 10=70�룬�˵�������Ϊ10/70=14.3%������������60/7O=85.7%���ڴ˰����У�������ҵʱ��Զ��������ҵʱ�䣬������ȴ���������ֻ��14%����ͼ4��
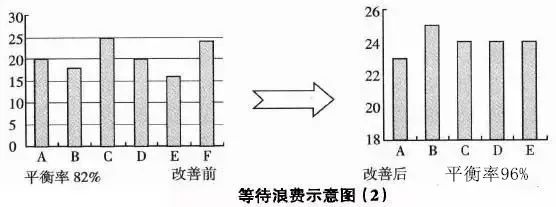
��7��Ʒ��������ɵ�ͣ���ȴ������������ʲ�����100%�����ȶ���������Ʒ���ǿɿصģ������С�ģ��ǿ����������ƻ�ʱԤ���ġ������ͣ���ȴ���Ʒ������ָ����ͻȻ�������Ե����⣬��ʱ����������Ļ��ң��ᰲ����������������ģ������������������֤���ҿͻ�ǩ����ȡ��������µ��ȴ�������ԭ���µ��ȴ�������֮�������DZȽ�ͻȻ���������ԺͿ�Ԥ���ԣ�ͨ������ʱ�˺ͻ������ȴ��� ��8����С����������̫�ߣ������������� ��9��������ɵ��ˡ����ȴ����簲�Ų��������ᡢ�����������ȣ��� ��1���ӳ�L/T���ȴ�������������ֱ�ӵ�Ӱ�졣�ȴ����ۼ�ʱ��Խ������Ʒ������������Ȼ��Խ���� ��2���ɱ�ѹ�����ӡ���������������ֱ�ӵ��³ɱ��й̶��ɱ����ֵ�ƽ��̯����������˳ɱ�ѹ���� ��1��ƽ������� ��һ�����������������ƽ�ⷨ���Ƴ̼����ƽ�ⷨ��������/�Ƴ̽���ƽ�����������ͼ��ʾ��
�ڶ���������ڲ���ƽ���о����õ��ģ����������ٶȲ�ͬ������ʱ�������Ƴ�ͨ�����û�������������ࣨ�գ�����ʱ����ڵķ�ʽ������ͼ�ȴ��˷�ʾ��ͼ��1��������ʾ����������Ϊ�ȴ��˷�ʾ��ͼ��3�������ӡ� �������������PTH������������16Сʱ����SMT�������࣬23����24��Сʱ��ǰ���Ƴ̻�������ƽ���ˣ��˺ͻ������뻥���ȴ��ˡ� �����������������ӹ��ٶ������仯���Դ���������С��Ƶ�θߵ�cellģʽ������������cellģʽ������ʽ�£����Ƴ̸����Լ��������������������豸�����������ǿɱ�ģ����ȴ����ֵ�ʱ����������������Ա�����ϵ�����������������Cell����ģʽҲ���Ժ���Ч�ؼ����ȴ����˷���
��2���������������� ���������������������Ƶ���ǽ���WIP�ķ���֮һ�����֪��������WIP����ҵ������һ����Ҫָ�꣬�������������ָ���WIP���ˣ�ֻ��1��Сʱ�������������������2��Сʱһ�Σ��ǵ��л��ͷ���ʱ����һ�Ƴ�����Ҫ��2Сʱ���������15��������һ�Σ���ô��һ�Ƴ�ֻ��Ҫ��15���ӾͿ����ˣ����Լ��������������������Ƶ��Ҳ�Ǽ����ȴ�����Ч����֮һ�� ��3���������ϡ������ƻ����豸���ϡ�Ʒ���쳣��ԭ���ͣ���� ��ǿ���Ϲ������������衢��ʱ���ϣ�ʵʩȫԱ������ά����TPM������ǿ�������Զ���ˮƽ���豸����ά�����Ǽ����ȴ�����Ч�ĵ�ϵͳ��ǿ�ķ����� ��4�������л�ʱ���� ������ٻ��ߣ�SMED������������/���ٻ�����ʧ��������Ч�ؼ��������л�ͣ����ɵ������ȴ������������ʡ� ��5���˻�ƽ���� ���˻�������ҵ�У�������Ҫ�����������ƽ�⣬�˻�ƽ���Ҫ��������������������ʡ�����ͼ4���Ը�Ϊͼ5�������
ͼ5�У���ҵ��Ϊ4̨�������ܹ�1���ˣ���ҵ���̷ֱ�Ϊ�� ����ȡ����1��Ʒ��װ�в�Ʒ��10�룩 �ߵ�����2��4�룩������2/3/4���С� ����ȡ����2��Ʒ��װ�в�Ʒ��10�룩 �ߵ�����3��4�룩������1/3/4���С� ����ȡ����3��Ʒ��װ�в�Ʒ��10�룩 �ߵ�����4��4�룩������1/2/4���С� ����ȡ����4��Ʒ��װ�в�Ʒ��10�룩 �ߵ�����1��8�룩������1/2/3���С� Ȼ������ѭ���� ������ʱ��70�룬������ת60�룬����ҵ60�루���߶�3x4 8=20�룬װ��10x4=40�룬����Ա�ܼƹ���ʱ��60�룩�������˺ͻ��������ʶ���60/70=85.7%�� �ڴ˰����У��˼������������ʶ����˺ܶ�����������Ҫ���ǽ���ҵ��Ա��4���˼��ٵ�1���ˣ����������˵��ȴ��� ��6�����ڹ�����ɵ��ˡ����ȴ���������Ҫ�����Ǻ����Ĺ������ţ���ҵԱ��ѵ���������ܼ���ҵ�����ȵ�����������������ˮƽ���������� 8 �������˷� 1.�������������ֳ���������Ŀ����ʹ�˻��ϴ�����ѵ��ܿ�״̬����������Ĵ����ͽ������������Ч���ܹ���Ч�����Ч�ʣ�ά�ָߵ�����ˮƽ���͵ijɱ�ˮƽ����������ٶȣ�ǡ���ô��Ľ��ڣ��Ӷ������ҵ���������ʺ��г��������� ��������ҵ�ڹ����ϻ��������������������˹�����Ա����ϸ����ijЩ�ƶȣ���ʵʩЧ��ȴ���������⣬�����Ǹ�����˷������Դ�Ұ֮������ر���������7���˷�֮���ּ�����������˷��� 2.�����˷�������ʽ�� ���ȴ��ϼ���ָʾ�����ȴ��ⲿ�Ļظ������ȴ��¼��Ļ㱨�����ȴ������ֳ�����ϵ�� �ٹ������̵�Э�����������쵼ָʾ�Ĺ᳹Э������������Ϣ���ݵ�Э����������ERPҵ�����̵�Э�������� ��3�������˷�֮���õ��˷������ǰѹ��������е�����˷���֮Ϊ�����������������桢ְ���ص����γ��˸����£�ʹ����Ҫ�ز�����Ч�����ã������������ã�������õ��˷������磺�̶��ʲ������ã�ְ�ܵ����û��ص������������ӻ��γɵ����ã���Ա�����ã���Ϣ�����á� ��4�������˷�֮������˷��������Թ�أ����ܳɷ�Բ����������˵�����������Ҫ�ԣ�ȱ����ȷ�Ĺ����ƶȡ����̣����������ײ������ң�����������֪�ġ������������С����²�ѭ�������˵���Ը������ɵ������˷������Ƿdz������¡���������� ��ְ������ɵ����� ��ҵ������������ɵ����� �����²�ѭ��ɵ����� ��ҵ�����̵����� ��5�������˷�֮ʧְ���˷���ʧְ���˷��ǹ����е�����˷��������IJ�ǿ�ı�����ʽ֮һ��Ӧ����Ӧ�����ǹ�����Ȼ���ˣ����Dz������������棬�����������£���������õĽ�����Ӷ�ȱ��ʵ��Ч���������˷��ڹ������Ǿ��������ġ� ��6�������˷�֮��Ч���˷�����Ч�ĺ�������� �ٹ����ĵ�Ч�ʻ�����Ч�ʣ��ڴ���Ĺ�������һ�ָ�Ч�ʣ�û��һ�ΰ��������þ��������˷��������������Ǵ����Ե�ʧ�����������������ͼ��Ĵ��� ��Ч����ɵ�ԭ�� �ٹ�����Ա�ĵ����ʵ��¹����ĵ�Ч�ʣ� �ڷ�������Ҳ�ǵ�Ч�ʵ�ԭ��֮һ�� �۹ʲ��Է�Ľ���˼���ǵ�Ч�ʵ��´��� �ټƻ����������ݣ� �ڼƻ�ִ�в����ࣻ �ۼƻ���˲����棻 �ܼƻ��������Ʋ���λ�� �ݷ���Ͷ�������루���棩����ȡ�
|









- ��һƪ�������������ᱨƽ̨������
- ��һƪ��û����



̸̸���Ը����µĿ�