





ժҪ:����ʱ 1. ����ʱ�Ķ��� �ڹ涨����ҵ�����£��ñ�����������ҵ�������ʱ�䡣 2. �ƶ�����ʱ��Ŀ�� �ڵ�Ԫ�����У�����ʱ����Ҫ��;����Ϊÿһ��Ԫ���乤������ �ṩ���ݡ� 3. ����ʱ�Ĺ��� ����ʱ=��ҵ��ʱ��+��ԣʱ�� ��ҵ��ʱ����ָ��ҵԱ
|
����ʱ
1. ����ʱ�Ķ��� �ڹ涨����ҵ�����£��ñ�����������ҵ�������ʱ�䡣 2. �ƶ�����ʱ��Ŀ�� ����Ԫ�����У�����ʱ����Ҫ��;����Ϊÿһ��Ԫ���乤�������ṩ���ݡ� 3. ����ʱ�Ĺ��� ����ʱ=��ҵ��ʱ��+��ԣʱ�� ��ҵ��ʱ����ָ��ҵԱ���мӹ���ҵ��ʱ�䡣��ԣʱ�䣺��ҵԱ�ز����ٵķǹ���ʱ�䣬�����ϲ���ʱ�䡢�� ˮʱ�䡣 4. �ƶ�����ʱ�IJ���_ ��ͼ5.3��ʾ���ƶ�����ʱ��Ϊ���� 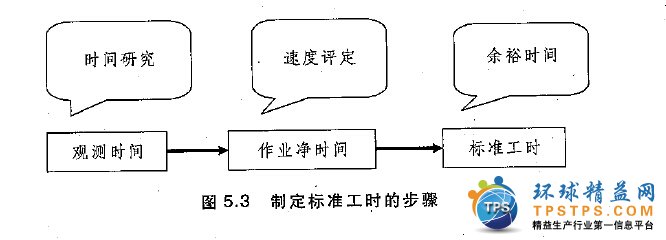 ͼ5.3�ƶ�����ʱ�IJ��� .•��һ�����������۲ⷨ�ó��۲�ʱ�䡣' •�ڶ����������ٶ������ó���ҵ��ʱ�䡣. •��������������ԣʱ��ó�����ʱ�� (1)��һ�����������۲ⷨ�ó��۲�ʱ�� ��ʱ��۲�ǰ�������� ����ʱ��۲�ǰҪ���õ���������������ʱ��������ʱ���о� �������ʵĹ۲�����۲���ҵ��ص���ҵ���� a.��һ��Ҫ���Ĺ���Ϊͼ5.4��ʾ�������� ���������Ķ���֮�����ڿ���������ʱ�����������������ʱ����� ���̵���ۻ�Ա���������������Ϊ“15ͨ������”����“30ͨ���� ��”��“ͨ��”�����ǿ���������ʱ����Ŀ�����磬“15ͨ������”�Ϳ� ��������¼15���۲�ֵ�����ǽ���ʱ��۲��������ͨ����������30�� 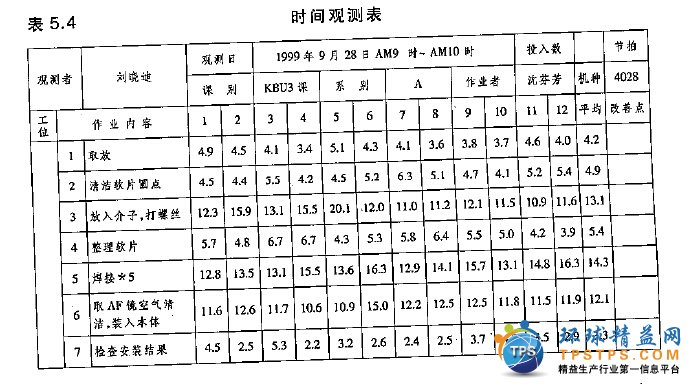 b.�ڶ���Ҫ���Ĺ�����ʱ��۲���� ��5.4 ʱ��۲�� ���5.4��ʾ����ͷ���ּ�¼�۲��ߡ���ҵ�ߵ������Ϣ����һ�� ��һ��Ҫ������д�������dz�ѧ��������ȷ���۲����ȷ�ԣ���ʱ�� ����Ҫ�����ݵ���Դ�� c-��������������ѡ���۲���� �����趨��ʱ��ΪĿ��ʱ������ͨ����ҵԱΪ�۲���Ȳ���  ���ٶ��ر�������ҵԱ��Ҳ�������ر�����ҵԱ�������ʧȥ�˴��� �ԡ����������ݷ������֣���ҵԱ���ٶȷֲ�������̬�ֲ�����ͼ5.5 ��ʾ������ҵҪ��ƽ��ֵΪ100�룬��ҵ�ߵ���ҵ�ٶ�orֵΪ11ʱ�� ��Ա�ֲ����£� •�ȼ��ٶ���90~110����ռ����Լ60%��65%; •�ȼ��ٶ���85��115����ռ����Լ80%��85%; •�ȼ��ٶ���80~120����ռ����Լ90%��95%; •�������ٶȻ�졢�������˴�Լ��4%~5%�� ����ѡȡ�Ĺ۲���Ա�����ǵĹ۲��ٶ�Խ�ӽ�����ֵ��Խ���д� ���ԡ��������ж���ҵԱ������Ϊ“��ͨ”�أ�����ж������� ���������� һ����0.5�����ڣ���52���˿��Ʒֳ�4�ѣ��Ѽ��30cm�� ���dz���������ƽ̹��·��’��0.35��������30���ٶȣ�����)�� d��������ǰ���������ǻ�ȡ��ҵ��ر��� ��Щ�������� •��ҵ���ƣ� •���������ţ� •������˳�� •ʹ�õ��豸��װ�оߣ� •Ʒ��Ҫ��i •��������ע����� Ҫ��ʵȷ����ҵԱ����ҵ״̬���ڱ����ڲ��ܽ��й۲����ȡ �õ�������û������ġ� ��Ԥ���۲� 4 ����ҵԱ�����е�������ҵ�ָ�ɶ�������ҵҪ�ء���ҵҪ�ؾ��� ʱ��۲����о�����С����λ�����磺 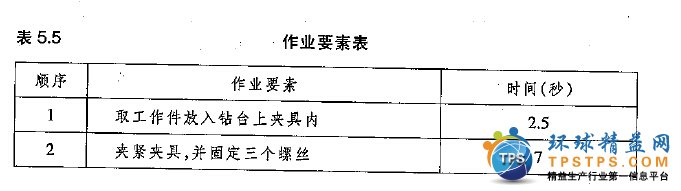 �ָ�Ϊ��ҵҪ�ص�3��Ҫ�� •������ҵ�������Ժ������ԣ� •���ڹ۲⣬��Ҫ����2.5�룻. •�����ֶ���ҵ������Զ���ҵ�����ֹ���Ҫ���벻����Ҫ�ء� ����ȡ�����۲����. 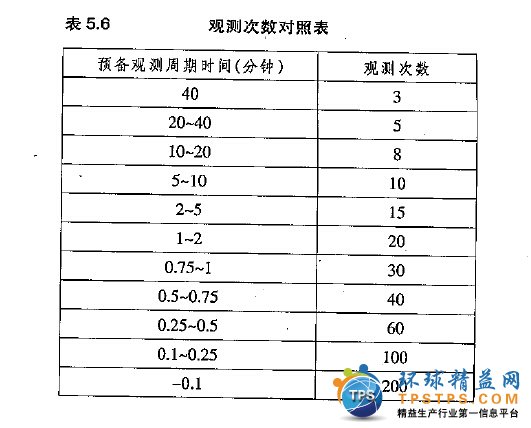
ʱ��۲ⷽ������һ��ͳ�Ʒ�������������ҵԱ�ij�����ʱ������I ��ҵԱ�����幤ʱ����ˣ���������Խ�࣬ȷ��Խ�ߡ����ǣ�Ҳû��j ��۲�̫��Ρ���5.6���ڿ��Ŷ�Ϊ95%��Ҫ���£�����ó��Ĺ۲��| ���������ǽ�����һ��Ԥ���۲�ó�����ҵҪ�ص�—���۲�ʱ�䣬.1 ������Ե���ҵҪ�ع۲�ʱ�䣬����Ԥ���۲�����ʱ����Ԥ���۲�����j ʱ��Խ�̣���Ҫ�۲�Ĵ���Խ�࣬Ԥ���۲�����ʱ��Խ��������Ҫ�۲�j �Ĵ���Խ�٣����������������“�۲����”���ڡ����磬ij��װ���� Ԥ���۲�ֵ��1.5���ӣ����ӦԤ���۲�����ʱ��Ϊ���ӣ���Ӧ�� �����Ϊ20�Σ�Ҳ����˵���ڽ���������ʽ�۲��У�����۲�2���Σ� ��ó��Ĺ۲������ǿ��ŵġ�
����ʽ�۲� ��ʽ�۲�ʱҪע������⣺ •���ܸ���ҵԱʩ���κ�ѹ�����۲�����У����۲���������� �֣���ҵԱ�������ܱȽϴ��ѹ������ҵ�ٶȻ�������ٶȿ죬����� �۲��������֣���ô����ҵԱ�������������������ࡣ��Щ������� �۲���ʧ�档����취��������һ����ǰȡ�ñ��۲��ߵ����⣬���� ѡ���ʵ��ķ�ʽ���й۲⣬������ҵԱ֪���Լ������۲⡣ •�۲�����У������������¼ijһ��ҵҪ�ص�ʱ�䣬���ڸõ�Ԫ �м�Ϊ“X”��������������Ʋ������ݡ� •������ֲ�����ʡȥijһ��ҵҪ�أ����ڸõ�Ԫ��һ��б��‘‘/ ”������ʡ�ԡ� �� ʱ���о������ݴ��� ��һ������Ҫ���������쳣ֵ����ν�쳣ֵ��ָ����һЩ������ �ص�Ӱ�������������Χ����ֵ�����磬��ij����ҵҪ�ؽ��вⶨ���� �ֹ۲���ֵ��ʾΪ3.2~3.5���ӣ�������һ����ֵΪ4���ӣ����� ����������Ϊ���4���ӵ���ֵ��—���쳣ֵ��Ҫ���������������� ��һ�ֽ����쳣ֵ�ж��ķ������������6(r������ 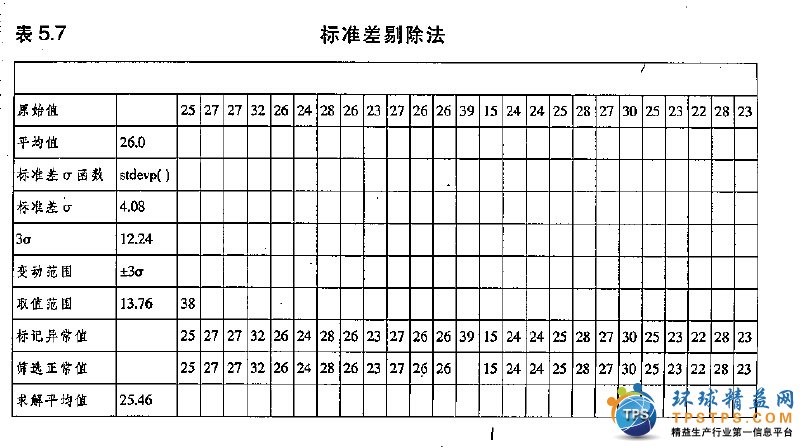 ��5.7��ʾΪ������쳣ֵ��:t�߱���ʹ�ò���������ʾ�� •��¼�۲�ԭʼֵ�� •����ԭʼֵ��ƽ��ֵ�� •����������),������excel����������“STDEVP()”���� ʵ�֣� •����3��CTֵ�� •��ƽ��ֵΪ���ģ���������3�����ķ�Χ�� •����쳣ֵ��3a�ķ�Χ����ľ����쳣ֵ�� •���쳣ֵ�����ƽ��ֵ�� (2) �ڶ����������ٶ������ó���ҵ��ʱ�� ������������˱�����Ա��ƽ��ʱ�䣬�����ʱ�䲻һ��������Ϊ �����ˡ����л����µı�����Ҫ���������ĸ����أ������̶ȡ�Ŭ�� �̶ȡ������������ȶ��ԡ����磬������Ա��Ŭ���̶ȷdz��ߣ���ô�� ������ʱ�����һ����Ա���Ծͻ��һЩ��������������Ź������� ��ɹ�����������ɡ����Ǹ����ĸ�������ϵ�����Ӷ��õ�������Ϊ ������ҵ��ʱ�䡣���磬������ij��ҵԱ����ҵʱ��ƽ��ֵΪ10 �룬�ж������̶�Ϊ����Ŭ���̶�Ϊ�������������еȣ��ȶ���Ϊ�ɣ� ����ɵ����½����
�������ƽ��ֵ��10 (�룩 ��ҵ��ʱ�䣺10 x (1 + 0.06) =10.6 (�룩 ��ˣ���ҵ��ʱ����10.6 (��)�� ��5.9��ʾΪ�������ݹ�˾�ƶ�����Ҫ���ٶ�����������
(���α༭����������) |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
��һ��
(1)
100%
��һ��
(0)
0%
------�ָ���----------------------------



̸̸���Ը����µĿ�